

Years ago, before China’s dominance, the global apparel buyers had volume business and that made factories work towards productivity and efficiency optimisation. As the sewing industry started expanding, order sizes became smaller, brands’ loyalty for suppliers got dwindled, and competition became brutal. Product cycles have also shrunk greatly from months to days – all thanks to increasing consumption from more digitally-aware consumers on various shopping platforms. In the ever-evolving apparel market, the reality is that no buyer will pay more for the products they are sourcing from factories tomorrow than what they paid yesterday. Not just this, the buyers always look for better efficiencies and productivity at factory level, failing which the factory is certainly going to lose business in this competitive age.
To adapt to these changing trends, traditional apparel factories need massive turnaround and that can happen if they start making efforts proactively to get rid of prolonged challenges. And, ‘Smart Factories’ can help a lot. There has been an exponential increase in talks related to smart garment factories or future apparel factories…However, still there are only a few factories that are smart in real sense such as HB Izmir, Alibaba China and Silver Spark India to name a few. It’s true that a number of factories are going for digitisation, but the numbers need to see maturity.
Recently, to understand the industry’s opinion about Smart Factories, Apparel Resources (AR) conducted an online survey which was themed – Are you ready to transform your garment factories into ‘Smart Factories’? Of all people who participated from the apparel industry in this survey, 60 per cent said ‘Yes, it drives profitability’. 34 per cent opined ‘No, it’s not feasible’, while only 6 per cent were of the opinion that they need more understanding on the subject.
So, what does it implicate? Have all these 60 per cent people – most of which are running their own factories – opted (or are opting) for smart factories? No! There is still a reluctance from the manufacturing industry that’s stopping factories to go for solutions or tools that aim at optimising shopfloors but need an initial investment – no matter big or small, which is quite a challenge for business in post-Covid business environment. Major reason quoted by the industry is buyers’ loyalty towards them even if they go for investing and deploying smart solutions.
One can read what Smart Factory or a Connected Factory is all about here –
Future factory of apparel manufacturing needs to be smart, agile and result-oriented
The connection between buyers and factories is key for smart factories…
One of the participants in the AR survey, who is a sourcing specialist, went on to say, “Buyers play very smart as, according to their suitability, they keep changing their views on ‘smart factory’ and this hurts the industry.” So, before factories go for digitisation, they want to know sourcing industry’s perspectives on how tech-friendly factories work in their favour.
Conrado Fernandez Ochando, a business consultant who has been a supplier to garment factories all over the world and has an expertise of looking at garment operations and the way people work and manage factories, told AR that the connection between buyer and factory should be the main focus while setting up a smart factory and such factories should not be judged on price, but on performance, speed, quality and service.
It’s true that post-Covid era has thrown everyone into a digitalised state of mind, and it’s the future, however, the integration of this process requires a change of mindset in the relationship between buyer and factory.
The digitalisation of this connection (b/w buyer and factory) is very important…The factory should have proper insights – using digital solutions – in order to allocate production time, adjust sewing modules, prepare custom trims that need colour matching (thread, zips), novelty trims should be nominated by buyer in order to reduce lead-times, sourcing, sustainability transparency needs, and the prediction of shipping arrangements.
“I believe factories run into trouble because they rarely know what the buyer ‘actually’ needs in the allocated time. In order for a smart factory to run productively and efficiently, there must be total transparency, commitment and honesty. The conversation between factory and buyer needs to break stereotypes and establish the values which will rule the long-term relationship,” commented Conrado.
Another reason behind the factories’ reluctance for embracing digitalisation is the environment they are working in their countries. For example, Conrado says 90 per cent of companies in Spain are SMEs. Similarly, in a country like India, over 80 per cent garment factories belong to SME and MSME categories. “Only top tier factories which have a long-term connection with buyers are capable of absorbing this transformation. It’s just like the automotive industry – a car maker projects with a factory for long-term, 4-5 years, but this privilege is not there in apparel industry,” mentioned Conrado.
How can this situation be changed in order to see more efficient smart factories?
Buyers are not the only ones who can be said to be at fault. What factories are focusing on today to control the cost is also ridiculous (it really is)! They WAIT and HOPE the buyer makes a mistake so that price negotiation becomes easier for them or they look for buyers’ weak areas to get away with some issues (quality/lead time) that can help them save some amount of cost in short-term orders.
Not just this, one of the most common changes, for cost-cutting, apparel factories have adopted is the reduction in the number of QA/QC in sewing lines, without integrating any tool/software for keeping track of inspection process, and this has created a lot of parallel repair/rework in sewing lines. At the end, the problem remains the same – tangible costs have been brought down but intangible costs have gone up as the problem is not fixed at the source in the operation.
Now what factories should have done is even if they go for reducing QA/QC people, the remaining quality inspectors should have been equipped with tablets that provide them with a real-time understanding of whether garments produced ascribe to accepted quality standards! If there is a defect in an apparel item, the quality inspector can immediately address the issue at the point of cause. Not only them, but also the sewing operators should get a complete visibility into their defect counts with the help of LCDs on the shopfloor indicating the number of defects in each production line. This kind of solution will also help managers analyse trends, make strategic decisions and resolve systemic issues.
Let’s move from QA/QA issue to the role of order volumes in making factories smart. It’s true that with large volume or long-term commitment from buyers, factories can focus on productivity and efficiency which further make it easy for them to go for high-end automation because the product being made doesn’t have many changes in core marker, so these optimisations can be feasible. However, it’s also true that premium fashion garments do have high FOB prices and the factories can manage investing in advanced cutting rooms that are key for producing high-fashion garments.
In such factories, buyers do not always pay for high productivity but for quality and craftsmanship. The enormous cost can be saved by just transitioning from manual cutting operation to installing new-age single-ply cutters that are perfectly made only to cater to small volumes, hence excuse for price point and order quantities stay true here.
“I have seen that most brands at some point in their history produced a garment based on a picture, tech pack and sample garment! The factory then created the patterns, prototypes and made necessary changes, prepared pre-production samples. The process of sending and receiving these protos, patterns and other valuable information can be reduced with digitalisation. That’s why we have 3D software today to make this job easier and this works best irrespective of the scale of the factory,” shared Conrado.
Failure of factories to train middle-management people lead to non-existent of smarter factories – that’s another point of view!
What Frank Schaefer, an Industry veteran from Germany and Founder of the Modern Engineering company that’s engaged in optimising shopfloor processes in garment factories around the world, believes is that a smart factory is not just about systems, IT or automation. “A smart factory is a factory with a well-trained and educated middle management as the continuous improvement starts with continuous training and education of middle management. Then and only then a factory can think of believing in technology or tolls that are ultimately to be run by people only,” commented Frank.
The middle-scale managers in a factory are – Group Leaders, IE Officers, Quality in-charge and Mechanics who are pillars for any garment factory. However, as stated above as well, reducing these people in factories won’t make an optimised factory, rather upskilling these profiles through training is what the industry needs right now for operational excellence.
“Before investing hundreds of thousands dollars in digitalisation, invest money in your employees, basic workplace engineering (that’s low cost solution), automation (based on ROI) and regular monitoring with external support. This will give improvement of minimum 25 per cent, I assume much more. First earn the money, then invest in digitalisation,” suggested Frank.
A smart factory is built by humans only, so what Frank says here is completely valid. Most of the projects inside factories start with the productivity improvement only and no project can be successful without a human brain. What if the wrong setting of priorities in production and quality area, gives an unwanted boost to manipulation and corrupt quality systems? This manipulation can’t be changed by any technology as well.
“It is a downward spiral starting from wrong budget, wrong capacity planning, continuing with massive overtime and ending up in high absenteeism, low productivity, quality issues like hell and penalties for delayed deliveries and poor product quality. All this happens due to low qualification of mid-level employees!” asserted Frank.
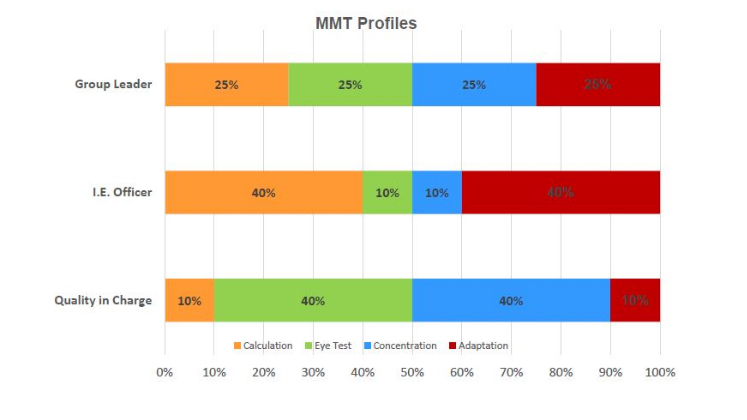
Image 1 – MMT (Mid-Management Training) Profile
Image Courtesy – The Modern Engineering
To solve the problem and make factories smarter, Frank said his middle management assessment center contains 4 suitability tests. In Image 1, the test results say, a future quality in-charge needs more competence in concentration and eye test. IE is requesting more competence in adaption and calculation.
“So we use the Assessment to find suitable trainees for certain middle management positions and to train identified weaknesses. This leads to the foundation stone of setting up a smart factory run by smart and trained people,” shared Frank who concluded by saying that the evaluation of suitability tests is done on a scale developed over 2 decades by international benchmark from > 12 countries in 3 continents.





