Fabric spreading is the first irreversible process of garment manufacturing where the fabric package is converted into layers of fabric. The fabric package is available in either roll or meter-fold form. The number of layers depends on fabric type, cutting machine type and order quantity. The typical stack height of fabric layer varies from 1 inch to 6 inches. The spreading mode commonly used are face one way/nap one way (FOW/NOW) or face to face/nap either way (FF/NEW, commonly known as zig zag). In FOW/NOW mode, every layer is cut to a pre-determined length, whereas in FF/NEW mode, fabrics are folded at the end of pre-determined length. The spreading mode to be used depends on the visual appearance of motif in the fabric and FOW/NOW is the universal mode that can be used for any type of fabric. It is also the most user friendly and requires least level of mechanization.
The first step of mechanizing the spreading process was the use of roll stand which was kept at one end of the table and two operators pulled the fabric along two selvedges. Although this process of spreading is the most economical and universally used for all types of fabrics, this is not the quickest one.
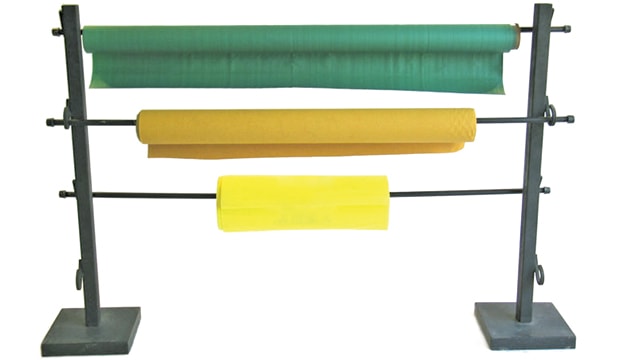
Basic roll stand
Although the roll stand is still used today, it has several disadvantages, like use of meter-fold fabric package and use of zig-zag spreading (nap either way face to face) method. In pursuit of increasing productivity of spreading for solid colour or symmetric motif, the concept of fabric trolley was introduced. The trolley is used to travel along the spreading table carrying the fabric package on it.
The loose end of the fabric is held by catcher and the machine carries the rolls along the table thus unwinding and spreading the fabric in the process. The fabric trolley or the mechanical spreader is used to run on a single rail fixed along the length of the table (by manual push), thus allowing variable fabric width to be spread by the same trolley.
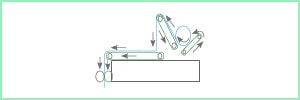
Evolution of mechanical spreading machines
The first generation trolley simply carried the fabric roll, pushed manually with alignment of selvedge done by the operator; hence the fabric tension varied across the length of spread as fabric roll was unwounded by moving of the trolley. But the trolley made the zig-zag spreading possible using large fabric roll.

The next generation trolley came with motorized movement and several mechatronic features were introduced to deskill the spreading process. This spreader used to have two synchronized drive motors; one for linear motion along the table and another for rotating the fabric roll for unwinding fabric. To align one side of fabric selvedge along the table automatically, mechanical sensors were used. Although these spreaders solved lot of labour-related issues, certain quality-related problems still persisted like asynchronous and varying tension along the spread and inability to use the meter-fold fabric package. The asynchronous tension was due to gradual reduction of amount of fabric unwounded owing to reducing diameter of roll.
Semi-automatic spreader
Mechanical spreader gradually gave way to semi-automatic spreader with perimeter-based cradle feed system for uniform fabric unwinding and the possibility of using meter-fold fabric package. The evolution of the cradle system to what we see today has been painstaking and is one of the most popular systems that have been adopted by most of the companies. First generation V-shaped cradle system had only 1 shaft and 1 motor, the front and the back part of the cradle having the same speed. There was a big gap between the belts and in case of heavy rolls and/or soft fabric, these could be stacked inside the cradle and could affect the quality of the feeding. In a warehouse with many other heavy rolls on the top, the fabric roll no more remained a perfect circular shape, but oval.
The next generation cradle system has two shafts, one each for front and back cradle, driven by independent motors to facilitate differential speed for unwinding of fabric (overfeeding or otherwise, as needed). This arrangement also helps to solve the problem of the gap between the belts. The same can be achieved through positively-driven belts and a roll shaft passing through the cardboard of the roller; the roll is gently laid on the motorized belts that unwind the roll. Speed regulation is necessary to manage the acceleration/de-acceleration of the spreader and non-uniformity of deformed fabric roll packages. The further advantage of this system is that one can choose the pressure on the roll and also the fact that one can support the weight of the roll from the centre.
The fabric edge aligning system was improved to use photo sensor and 180 degree roll turning device (called turntable) was introduced to accommodate more specialized spreading mode like face-to-face nap one way.

Spreaders of today
Ensuring even tension in fabric layer during spreading is the most important quality decider; nowadays most advanced machines have four feeding controls: [1] main feeding; [2] pre-feeding, controlled by a dancer bar; [3] back part of the cradle independent with differential speed; and [4] nip rollers close to the table to control the tension of the fabric. Generally unwinding is faster than linear speed to ensure no undue tension is exercised on the fabric and positive feeding is happening. The spreading machine accelerates during start of a lay, reaches the top speed at the middle section of the lay and decelerates during the end of the lay. All these feeding controls are synchronized by a main computer, resulting in a perfect tension-free laying operation. The spreading operator, from his earlier role of pushing the carriage, now rides the carriage and evens out the fabric with a stick as required. Threading of fabric from cradle to catcher was a tedious and time-consuming process in earlier machines, now automatic threading system is part of every spreader.

The semi-automatic spreader was able to automate most of the stereotyped processes and is the most used across the industry. In the meanwhile, varying needs of consumers have driven further round of developments to the next level of automats.
Due to growing use of fashion fabrics (dimensionally unstable fabrics), spreading machine developers continually added features. During late 90s’, Kawakami introduced spreader Xn460 LMS with weft correcting mechanism, which automatically corrected the twisted grain or bowing effects of fabrics. Another problem with woven fabrics like crepes and georgettes were twisted or wavy grains, where ‘on grain’ spreading was difficult and at the end of every layer, hand-tearing was advisable instead of cutting by round knife cutter. Danish cloth spreading machinery manufacturer Niebuhr Maskinfabrik in collaboration with S R Gent, a UK-based ladieswear manufacturer during mid 90s, developed a device with ‘snip and rip’ as opposed to conventional cutting at the end of the lay to ensure spreading takes place ‘on grain’. Later Gerber Technology acquired Niebuhr, and this feature is now available with Gerber. For some unknown reasons, these useful features like weft correcting mechanism from Kawakami and snip and rip spreading device from Gerber are not popular amongst users today.
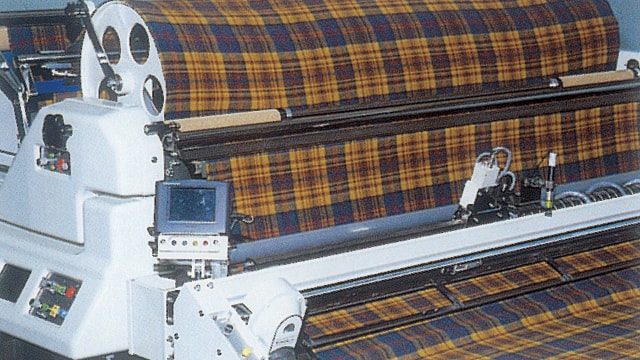
Another nagging problem of spreader was during the use of check fabric, as the minor distortion and misalignment of checks was a big reason for not using automatic spreader for check fabrics. Now there are cutting machines (not spreading machines) equipped with video camera to scan the fabric image and correct the misalignment, if any, by adjusting the X-Y direction movement to superimpose on previous layer, thus matching the check perfectly, after which automatic cutting starts.
Uncommon ways to spread the fabric
Apart from these commonly used spreading systems, there are some uncommon ways to spread the fabric followed by very limited manufacturers. There are moving horizontal surface spreaders, vertical surface spreading table (very effective for fabrics with high twisted yarns) which straighten the fabric grain by use of gravity and the table surface which is pivoted to horizontal position before cutting. The Veith pin table offers gantry loader where fabric rolls are hanging from top instead of being carried by a trolley over table surface.
Apart from actual spreading process, there are pre- and post-spreading processes that have also gone through various evolutions. Loading and doffing of fabric rolls into the spreader can be fully automatic from the rack reducing time and can avoid occupational injuries. Transport of fabric lay after spreading to cutting is another area where lot of improvements have happened. There are air-flotation tables which create air cushion and reduce friction between table surface and fabric layer,and most light-to-medium weight fabrics can be transported by this. There are also conveyorized tables where moving conveyor is used to transport lay of heavy weight fabric. While both of these consume energy, there are also tables made out of roller surface which are effectively used for dragging fabric lays of stiff fabrics without distorting. Storing of fabric lays in vertical storage rack is also another feature which is gaining popularity due to low volume, multi-style operations.







