 Upgrading machinery, training the operators, method-study and better material handling is a continuous process towards productivity enhancement. But, at any given stage, scientific ‘Line Balancing’ can significantly increase this productivity. Generally, in a factory, no records are maintained either of operator’s skill matrix, or his daily allocation; everything is saved in the supervisor’s memory! As a result, production managers and floor supervisors in factories are indispensable. In addition, the manager is faced with overwhelming day to day issues such as absenteeism, machine breakdown, non-availability of accessories, etc. that gives him less time to devote to line/batch balancing. Tanya Geometrik, a computer graphics software development company offering CAD solutions to the apparel industry, has developed a software for line balancing called Linebalance.com.
Upgrading machinery, training the operators, method-study and better material handling is a continuous process towards productivity enhancement. But, at any given stage, scientific ‘Line Balancing’ can significantly increase this productivity. Generally, in a factory, no records are maintained either of operator’s skill matrix, or his daily allocation; everything is saved in the supervisor’s memory! As a result, production managers and floor supervisors in factories are indispensable. In addition, the manager is faced with overwhelming day to day issues such as absenteeism, machine breakdown, non-availability of accessories, etc. that gives him less time to devote to line/batch balancing. Tanya Geometrik, a computer graphics software development company offering CAD solutions to the apparel industry, has developed a software for line balancing called Linebalance.com.
This tool can be effectively used by the apparel industry for basic initial balancing and predicting different what-if conditions on the shop floor, which is otherwise impossible. Apart from balancing the line, this software also provides intangible benefits like maintaining updated operators skill inventory database, timely production records etc. LineBalance.com is a web-based service to help plan worker allocation. All that the site requires is just an email. Prabir Jana, Professor, NIFT, reviews this solution.
With continuous migration of clothing production facilities from Europe and US to developing countries the art and science behind balancing a line in assembly production of clothing seems to have lost its importance among clothing industry personnel in Europe and US. Production facilities in Caribbean Basin, South East Asia (Indonesia, Thailand, China, Malaysia), Indian subcontinent (Southern India, Sri Lanka, Bangladesh, Pakistan), Africa and Gulf countries still run on progressive bundle system in huge assembly lines. It’s a fact that garment manufacturing facilities in India are struggling to achieve productivity comparable to other Asian competitors. Assembly line production (sewing) is arguably the weakest area and needs improvement. Many factories in NCR are still running on make through system only because assembly line does not yield productivity as comparable to this system. The key factors which affect the productivity of assembly line is poor balance efficiency (also called line efficiency or line utilisation) and managing bottlenecks. This article will try to demystify some of the issues.
Assembly line balancing can be defined as a step by step process of:
- Optimum operation breakdown of a garment
- Determining time values for each operation (using either time study or Predetermined Motion Time Systems)
- Calculating total workforce requirement based on target, predicted line utilisation, predicted attendance and avg. efficiency (rating) of operator
- Allocate available resources (operators who are present from skill inventory) to requirements (operations), so that
(i) Target is fulfilled
(ii) Priorities of operations are met
(iii) Operators are assigned to operations they do best
(iv) Idle time for operators are minimised
In short balancing a line means trying to bring equilibrium in output among operations in a sectionalised working scenario.
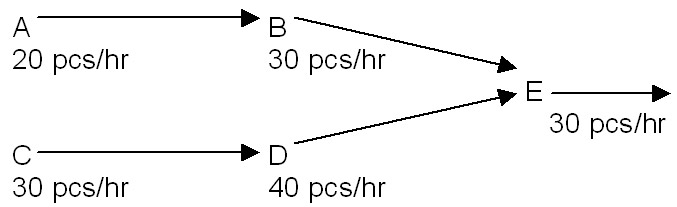
A small example will illustrate the principle further. Let us consider there are five operations in a garment. B & D operations are dependent on A & C, respectively, E is dependent on both B & D. A & C can start simultaneously. Time value (to be precise SAM value) for operation A is three minutes. So operation A will complete 20 pcs/hr. Similarly capacities for other operations are like C – 30 pcs/hr, B – 30 pcs/hr, D – 40 pcs/hr and E – 30 pcs/hr.
Minimum how many operators do we need for every operation to have a balanced production?
A simple LCM will solve the problem like A needs 6, B, C and E needs 4 each and D needs 3 operators to balance the line and give an output of 120 pcs/hr. Here no operator will be idle at any point of time.
In actual shopfloor condition the situation is much more complex than above because:
- Number of operations in a garment are quite high; (for a simple shirt it may be 25 and for a fully lined ski jacket it might be 140!).
- All operators don’t work at same efficiency
- Operation timings are not in round figures (i.e. as per time study actual capacities may be 23 pcs/hr, 37 pcs/hr, 41 pcs/hr, etc.). To solve this type of cases using only LCM principle will lead to unrealistic solutions.
So we need some practical ways out:
First step: We have a tendency to round off the operation timings as far as possible (i.e. 23 will be treated as 20 pcs/hr and 37 will be treated as 40 pcs/hr and so on). A production manager usually prefers to follow a ‘Hand to Mouth’ system while feeding his lines rather than working with the ‘processed stock’. For example if a 27 pcs/hr operator feeds another 30 pcs/hr operator, then the later operator will be idle for 6 minutes some operators are under-utilised (e.g. when 23 pcs/hr capacity operator was asked to produce only 20 pcs/hr) and some are overburdened (e.g. 37 pcs/hr was asked to produce 40 pcs/hr). That is why in shop floor always we have some under-utilised operators and some overburdened operators however balanced the line might be.
Second step: Building up work-in-process (WIP) between operations so that operators are not working with for every hour of operation. If 30 pcs of WIP is provided between the same two operators then both can work at their own pace achieving respective targets continuously for 10 hours before the total WIP runs out. Popular practice is to use extra hands or non-productive times (break-hours, overtime) to replenish the WIP. Apart from covering for such imbalances WIP is also used as a buffer in case of machine breakdown or operator falls ill, etc.
Third step: Sometimes the actual operation SAM values are so diverse (e.g. 17 pcs/hr, 37 pcs/hr, 20 pcs/hr and so on) that we need to club or split operations based on required output or available machinery. Clubbing of operations are comparatively easier and operations that require similar machines (similar attachment also) can easily be clubbed even though the material flow in the floor becomes jigsaw. Splitting of a time consuming operation may require operation re-engineering and require reasonably good command over garment construction techniques.
After completing above steps the supervisors calculate operator efficiency required for every operation and then operators are assigned jobs (operations) based on what they can do best. For example if work content (SAM value) of operation 1 is 0.7 min and target is 60 pieces per hour, then (0.7 x 60) = 42 min of work to be accomplished per hour. This means we need to select operator in operation 1 with (42/60) x 100 = 70% rating to meet the target. From the skill inventory database an operator is chosen who has 70% rating (or closer) for this operation.
Similarly operators are chosen one by one for all operations. If there are 10 operation for a style and average operator is multiskilled to do 2 operations each, there can be 670 billion ways in which operators can be allocated jobs (based on different permutations). Manually checking all options is impossible for any production manager or supervisor. As a result allocation is done hypothetically based on intuition, gut feel, and past experience, but no science!
Computerised Line Balancing
The whole process needs cumbersome (if not complex) calculations which can be easily and quickly done in computer. Not only does the line need to be balanced once, but absenteeism and WIP management requires continuous re-allocation of workers and this is where computer software can help. The software developed for line balancing by Tanya Geometrik (www.LineBalance.com) works in the following steps:
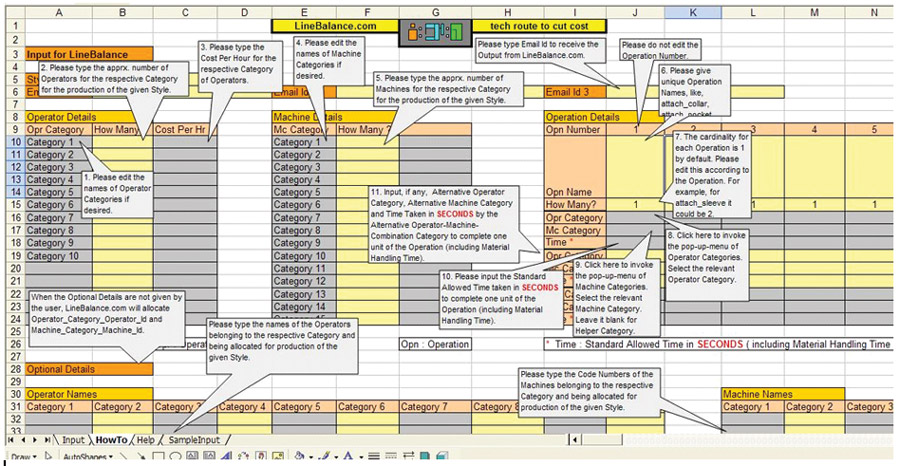
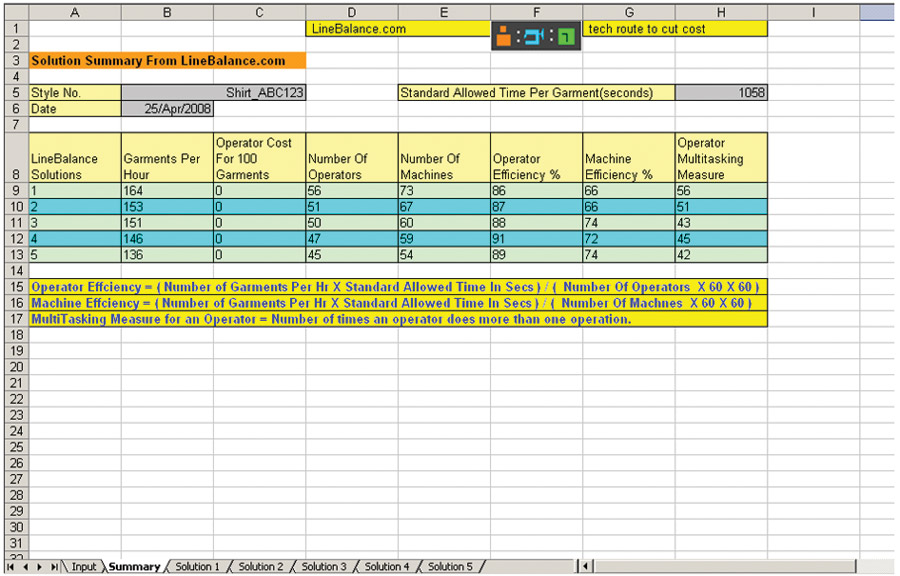
A manufacturer sends an email mentioning operationwise Standard Allowed Time (SAM) for the to-be-produced style and inputting other necessary information in an excel file (see picture A). The dot com emails back Batch/Line-Setting solutions to the manufacturer (see picture B).
The Solver Software at LineBalance.com is powered by Genetic Algorithm. It simultaneously optimises on
(i) maximising number of garments per hour
(ii) minimising operator cost per garment
(iii) maximising operator efficiency.
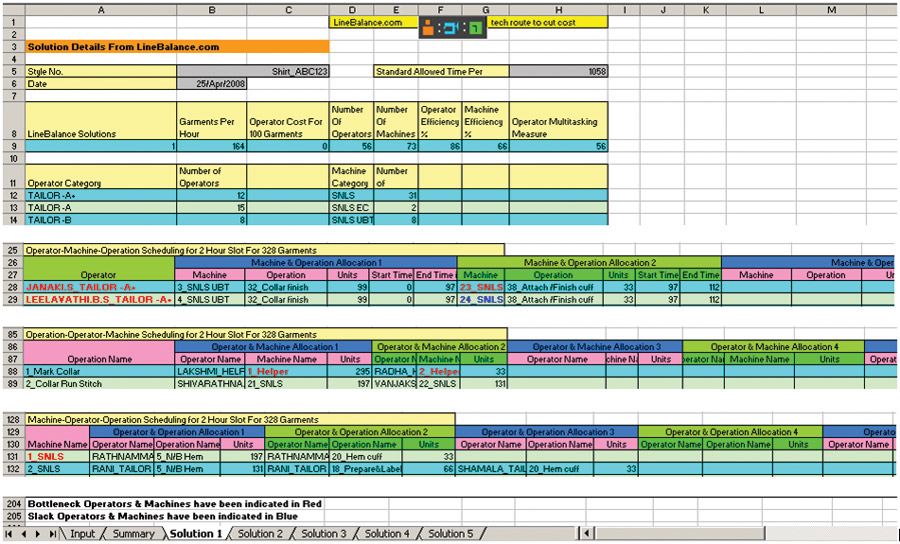
The Algorithm outputs about 10 diverse optimal Batch/Line-Setting for the to-be-produced-style. Depending on absenteeism and machine breakdown, one particular Batch/Line-Setting solution is to be taken for production. A Batch/Line-Setting solution gives, for every single operator,
(i) operations to be performed
(ii) the number of such operations for an hour-slot
(iii) time taken for the above
(iv) machine to be used
Hence, it gives per hour trackability (see picture C).
The LineBalance software should not be mistaken as a replacement for line supervisors or production managers. Rather, it is a decision support system to help the existing supervisor/manager to take rational decision at a lightnening speed. The Batch/Line-Setting solution is also useful for committing to the buyer on production schedule and obviating trial and error.





