 Seven consecutive growth years and with the who’s who of International retail in the buyers’ list, Laguna’s track record speaks volumes about the company. Today, Laguna Clothing, manufacturing high-end formal and semi-formal shirts for buyers like Thomas Pink, Brooks Brothers, Dressmann, Hugo Boss, Ted Baker and Charles Tyrwhitt has acquired a slot among the most sought-after apparel manufacturers from India. Created through a joint venture between a 100 years old Italian fabric mill, Tessitura Monti and Aquarelle Clothing, a Mauritius based and part of CIEL Textiles garment manufacturer, Laguna has a manufacturing setup and systems that are benchmarks in shirt manufacturing.
Seven consecutive growth years and with the who’s who of International retail in the buyers’ list, Laguna’s track record speaks volumes about the company. Today, Laguna Clothing, manufacturing high-end formal and semi-formal shirts for buyers like Thomas Pink, Brooks Brothers, Dressmann, Hugo Boss, Ted Baker and Charles Tyrwhitt has acquired a slot among the most sought-after apparel manufacturers from India. Created through a joint venture between a 100 years old Italian fabric mill, Tessitura Monti and Aquarelle Clothing, a Mauritius based and part of CIEL Textiles garment manufacturer, Laguna has a manufacturing setup and systems that are benchmarks in shirt manufacturing.

We are producing about 3 million shirts per year,which is not a high volume as compared to other players. But being in the premium segment, even this scale of operations, assures healthy top and bottom lines.”
With a turnover of Rs. 200 crore, of which more than 80% was added in the recession-hit years of 2011 and 2012, Laguna is very positive of continuing to grow and remain a leader in its category. In an exclusive interaction, Sarbajit Ghose, Executive Director, Laguna Clothing, talks to StitchWorld about the company’s innovative business model and its linkages to the manufacturing strategy of the company.
The entry of Tessitura Monti an Italian company to India in 2003 to setup a fabric manufacturing facility in Kolhapur led to a Joint Venture with Aquarelle Clothing to setup Laguna Clothing in India in 2006.
“Last year the company registered a turnover of Rs. 180 crore and added another Rs. 20 crore by taking over an apparel manufacturing facility ‘New Island Clothing’ in Mauritius,” informs Sarbajit, who joined the group in 2005.
The major advantage that Laguna enjoys is the technical expertise of Aquarelle Clothing in manufacturing and the goodwill of Monti in fabric development, design and manufacturing.
[bleft]We are producing about 3 million shirts per year,
which is not a high volume as compared to other players. But being in the premium segment, even this scale of operations, assures healthy top and bottom lines.” – Sarbajit Ghose, Executive Director, Laguna Clothing
The major advantage that Laguna enjoys is the technical expertise of Mauritius-based Aquarelle Clothing in manufacturing and the goodwill of Italy-based Tessitura Monti in fabric development, design and manufacturing. [/bleft]
“We are addressing premium clients in the shirts category and were not sure of the success of our project in the initial stages, because India is not known for high-end formal and semi formal shirts. But that is where the strength of our parent companies kicked in; they could help open doors with brands which we could have never reached on our own,” avers Sarbajit.
Laguna has come a long way from a small manufacturing unit in Jigani with 200 sewing machines, producing 3,200 shirts per day to the additional, state-of-the-art facility in Kanakpura on the outskirts of Bangalore, producing 7,200 shirts per day with 350 sewing machines, and all the latest technological solutions from cutting room equipment to finishing.
“The reason for going out of the city was to have access to a large and stable labour force and cheap land, required to build an ‘industrial’ facility. The only industrial competition for manpower in Kanakpura is from a chicken farm,” says Sarbajit. While many apparel manufacturers are suffering labour shortage, Laguna is less affected.
The market positioning of Laguna as a ‘clean’ shirt manufacturer with Italian-quality fabrics for mid volume, high-end customers, is quite distinct and places them in a bracket not addressed by the likes of China and Bangladesh.“We are producing about 3 million shirts per year, which is not a high volume as compared to other players. But being in the premium segment, even this scale of operations, assures healthy top and bottom lines,” explains Sarbajit.




The company’s USP is its full package capability. The buyer gets a complete end to end solution, starting from fabric design, quality, product development, sampling, manufacturing and even delivery to the buyer’s doorstep. Laguna offers Monti as a fabric base, and also other good Indian and Chinese mills to the buyer. The buyer can choose a package based on product, design and fabric price points. “The fabric is totally the buyers prerogative, Monti doesn’t influence our or the buyer’s preferences,” avers Sarbajit. Laguna offers a ‘Style Library’ which has many variations of collars, cuffs, gussets, etc. and also suggestions of design elements in the shirt, which adds value.
The growth that Laguna has registered is not only due to the high value product being made by the company, but also due to the clear business plans it had chalked out, in terms of products, types of buyers, types of services offered, and a manufacturing system designed to offer end to end solutions, and flexibility to produce medium volumes.
Initially, the company did not have the scale and was with European buyers only, but now it has started growing in the US and Japan. Premium foreign brands that are already in the Indian domestic market, such as M&S, Lacoste and United Colours of Benetton, already source from Laguna. Others planning to enter the Indian market, such as Brook Brothers and Thomas Pink, for whom Laguna already produces internationally, are also planning to place orders with Laguna for their domestic needs.
[bleft]The company works on two different manufacturing systems – assembly line and modular manufacturing. All orders below 800 pieces are manufactured in the modular sewing line and the rest in its assembly lines. [/bleft]
“Our new factory has been setup, to accommodate and double our capacities in the coming times,” averred Sarbajit. Already successful in the high-end shirt market, the company would also look at the top-middle segment in the future.
Manufacturing Operations
“We are not the lowest cost producer, as the investment in management, systems and infrastructure is ‘best in class’ and offer high quality, flexibility, augmented services and reliability at outstanding value, to our target segment,” says Sarabjit shockingly. Laguna claims that its CM (Cut & Make) is at least Rs. 30-40 higher than an average shirt manufacturer, but it still ends up with a healthy business, because it is able to satisfy the high-end market with, flexibility, innovation and reliability, thus commanding higher CMs.




The company’s higher cost of manufacturing is not because of the lack of efficiencies but due to the focus on full ‘package services’ and high value garments which is seldom high volume order. For Laguna the new business is coming from countries like Portugal and Turkey and not from China.
Focussing only on one product – formal shirts, has contributed to the streamlining of manufacturing operations at Laguna. The company works on two different manufacturing systems – assembly line and modular manufacturing. All orders below 800 pieces are manufactured in the modular sewing line and the rest in its assembly lines. The assembly lines are divided in part preparation lines and final assembly lines, handling about 200 shirts per hour. The assembly and part preparation line floors are equipped with ample visual aids, reflecting the company’s understanding of a ‘quality shirt’. For example, at the workstation of the in line quality checker in the collar line, a diagram of a collar is hung marked with its quality parameters like a sharp collar point, shape of the collar band, placement of the collar bone and both the collar points which should be the mirror image of each other. Moreover each operator’s workstation has a stepwise sketch showing the operation, along with a fabric sample with the same operation.

Bundles are fed in the part preparation lines via special racks marked with the bundle sequence numbers before-hand for the supervisor to know the status of the bundle of each style. After the bundles have passed through the part preparation lines they are collated at a final checkpoint just before final assembly, and re-bundled for feeding to the main assembly. A day’s WIP is kept in the final assembly which is a maximum of 2000 pieces or 100 bundles, fed in the numerical sequence to the line. All the part bundles are assembled here and put together in one bundle. For example if the collars have gone for re-cutting, all other parts of the shirt will stay in these racks until the collars come back, then all are put together in a bundle and from here it is loaded into the assembly line. For easing in line bundle movement in both the part preparation and assembly lines, trolleys are used. All the machines on the shop floor are fitted with traffic light system for ease of monitoring and are also marked with individual operator’s efficiency – a triangular chip in white, blue, green, yellow, red and magenta denoting efficiencies ranging from >90%, 81% to 90%, 71% to 80%, 61% to 70%, 41% to 60% and below 40%, respectively, with most operators falling in the green label (71% to 80%) – aspiring towards achieving the white label.
Lean Implementation

With the support of an external consultant and Quality Circle Forum of India, Laguna started Lean implementation in December 2011. The company’s Industrial Engineering department, which comprises of 4 people handling VSM (Value Stream Mapping), SMED (Single-Minute Exchange of Die) along with involvement of workers and staff in Kaizen and 5S projects has been instrumental in the implementation.
“The main reason for going Lean is to increase the ‘speed to market’ and to drive out waste. Currently we are working on reducing our cycle time from 10 days to 3 days. From a push system with bundles, we are moving to a pull system, and doing value stream mapping and SMED for the same purpose. We have a very clear direction – to strategically use Lean initiatives to achieve quick turnaround and thus remain competitive,” adds Sarbajit. To further strengthen the abilities of the IE in making of precise operation breakdown charts, the company has already implemented GSD, a pre-determined motion time system.
Laguna regularly participates, in the ‘Indian Manufacturing Excellence Award̕, an initiative of the Economic Times, and consulting firm ‘Frost and Sullivan’. Major manufacturing companies, across industries, participate in this award every year. Last year, Laguna was rated, in the Gold category, indicating significant progress towards World Class Manufacturing.
Modular Sewing Line

Presently, Laguna has a single modular sewing line producing 150 to 200 shirts per day, but in the coming times, it plans to setup 5 modular sewing lines in the same facility. Handling orders of less than 800 pieces, the line comprises of 19 sewing machines (Table 1) and 16 operators doing at least 2-3 operations individually, but the ratio will reduce further as the operators are still in their learning curve. Due to greater number of operations, the efficiencies are presently not even close to the highest mark achieved in the usual sewing lines. “Presently the efficiency is around 40% and would easily touch the mark of 50% once the skill-sets are more refined. The improvement is desired in the multi-skill portfolio of the sewing operators, as due to absenteeism the modular line suffers the most as each operator is an integral part of the line doing more than one operation and when all the sewing operators reach the optimum level of multi-skill sewing, the line can be re-balanced with the available operators easily,” says Sarbajit.
[bleft]The highlight of setting up a factory in Kanakpura, more than 50 km from Bangalore was to recruit fresh labour and mould them as per the company’s requirements.
Initially the operators are taught only a single sewing operation and once they achieve 70% to 80% efficiency in the same, they are taught more operations. [/bleft]
One of the advantages of a modular line is the focus on quick turnaround of small orders and quality rather than speed of operation and the quality is higher and the rejection rate is also very minimal. Since the operators work in standing position, it might be tiring for the operators in the beginning, but they get used to the same with the course of time. Surprisingly there is no supervisor in the modular line, and apart from the sewing operator, there is one quality auditor and one maintenance personnel. While the job of the maintenance personnel is to ensure non-stop production, the quality auditor, is only there as a referee, since the modular operation is new. Over the time, he will be released.
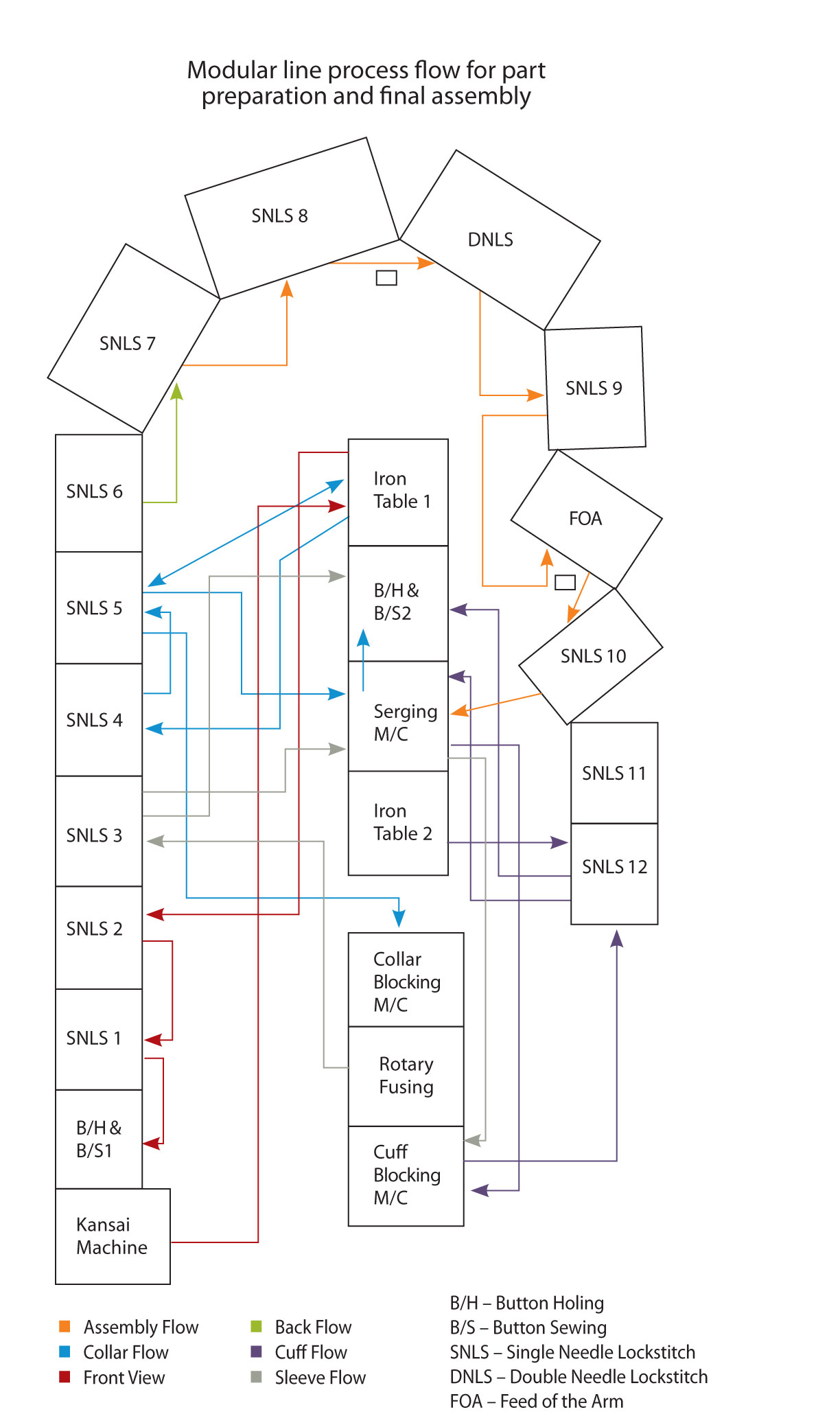
The setup of the modular line is U-shaped. While on the periphery are the sewing machines, the ironing tables, button sewing and button holing machine, cuff blocking, collar blocking, rotary fusing and serging machine are placed right in the centre, from where the final output comes out. To ensure the flexibility of the machine to do a set of operations, attachments like revolving head attached to the presser foots called turret presser foot bar with three different presser foots, can be seen on the floor.
Operator Management
 “The highlight of setting up a factory in Kanakpura, more than 50 km from Bangalore was to recruit fresh labour and mould them as per the company’s requirements, imagine a farmer’s daughter sewing a Hugo Boss,” says Sarbajit proudly. The operators go through a three-week training program, after which they are made to sew actual shirts or its components, and once they achieve 40% efficiency they are put in one of the part preparation lines. Initially the operators are taught only a single operation and once they achieve 70% to 80% efficiency in the same, they are taught more operations.
“The highlight of setting up a factory in Kanakpura, more than 50 km from Bangalore was to recruit fresh labour and mould them as per the company’s requirements, imagine a farmer’s daughter sewing a Hugo Boss,” says Sarbajit proudly. The operators go through a three-week training program, after which they are made to sew actual shirts or its components, and once they achieve 40% efficiency they are put in one of the part preparation lines. Initially the operators are taught only a single operation and once they achieve 70% to 80% efficiency in the same, they are taught more operations.
The first parameter before even considering the person for the job is his/her age, i.e. he/she should not be above 25 years. Later a medical test of the employee is taken, followed by an interview and aptitude test to assess their mathematical and arithmetic abilities. After these steps, an observation test is carried out under which various objects are put on the table and operators are supposed to recognize them, by ticking in a sheet whether the object is placed on the table or not. Then there is maths test, wherein the candidates have to calculate the two digits and put the unit digit in-between. All these tests are carried out by the HR team. Later, to test the skills and abilities of the person, globally applied tests like skill sew test, eye test, dexterity A & B test, ball & tube test and pin board test are also carried out.
The skill matrix indicates efficiency of the sewing operators and number of operations handled by them. For moving from certain grade to the one above, operators can apply for a promotion test, every quarter, to IE department. If they pass, then their grade gets revised. “All the operators are eligible for individual and group incentives and based on incentive criteria and their efficiency, operators earn up to Rs. 2,000 per month,” concludes Sarbajit proudly.





