Most garments are made by manufacturers and shipped by sea freight from the country of production. However before shipping they are packed into boxes to ensure that they remain clean and protected during the transportation. In doing so, the garments get wrinkled so much that they need to be re-pressed before being displayed.
In the receiving country they are unpacked and put on hangers. These hangers are then sent via automated transport through the tunnel where they are re-pressed and ready for display. Not only the launderers, but also the dry-cleaners, hospitality and manufacturing industries are extensively using it because of its quick Return on Investment and reduced manpower need. Team StitchWorld reviews tunnel finishing technologies available in the market today.
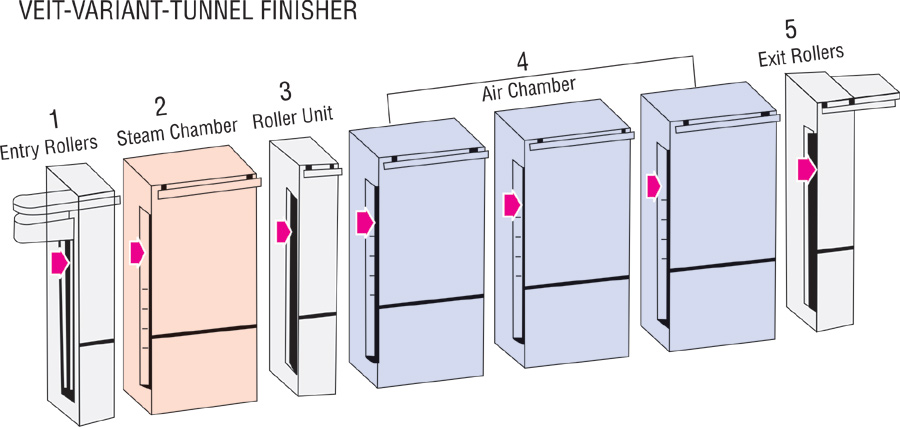
Tunnel Finishers are continuous processing finishing machines used to remove wrinkles from large number of garments in single batch sizes through several stages. First the garment passes through a steam chamber to make the fabric mouldable. Then wrinkles are removed by a strong hot air flow alongside the garments. Finally the garment is dried by cool air before it leaves the Tunnel Finisher.
[bleft]It’s important not to have considerable gaps between two garments because when the conveyor is full, hot air is forced through the garments instead of around them. The garment during the finishing process should not sway on the loading or unloading operations[/bleft]
Why Tunnel Finishers?
In most instances, body finishing constitutes 70 to 75% of the direct labour to finish a garment. By eliminating the body pressing and only touching up collars, cuffs, etc. the average plant can reduce labour cost by 40 to 60% taking into consideration additional handling for touch-up. Typical return on investment (ROI) for a garment manufacturer is 12-36 months based on calculations on direct labour savings, initial investment in conventional hand pressing, reduction of energy costs, floor space and supervision. Moreover, garment manufacturers looking to reduce the increasing labour cost and material handling time can also use Tunnel Finishers.
How is the Tunnel Finisher different from Form Finisher?
Form finishing is a batch process which means that the garments are finished in lots; this invariably means low productivity whereas, tunnel finishing makes form finishing a continuous process, resulting in higher productivity and volume finishing. A Tunnel Finisher is an automated system where 90% or more of the finishing is in tunnel, the material is continuously moved in and out of the steam and air tunnel with the help of conveyors.
| Difference between Tunnel Finishers and Form Finishers | |
| Tunnel Finishers | Form Finishers |
| • Continuous processing. | • Batch processing. |
| • Steam feeding and temperature control is optimized because a group of garments are finished at a time. | • The steam feeding and temperature control cannot be optimized because a single garment is finished at a time. |
| • Tunnel Finishers usually give output which varies from 450 to 5000 pieces per hour. | • Form Finishers usually have output of approximately 70-100 pieces/hour. |
| • Different kinds of garments – blouses, skirts, dresses, coats, trousers, T-shirts, sweatshirts, sportswear can be finished in Tunnel Finishers. | • Form Finishers are specific to one category of garments. |
State-of-the-art tunnels are constructed of stainless steel and use thermal block insulation. They have solid state controls and/or microprocessors to control steam dwell time, conveyor speeds, drying chamber temperature, drying chamber air movement and garment movement.

How does the Tunnel Finisher work?
The garment in tunnel finishing passes through various stages and across different modules before being ready to be used. The following are the modules involved:
Preconditioning Module
In most cases, there’s no need to condition garments before processing them but Preconditioning module becomes important especially while dealing with difficult fabrics especially made up of natural fibres such as cotton, linen, etc.

Garments made up of such fibres are first pre-heated with air at medium temperature to ensure better absorption of the steam. Then steam is subsequently applied to make the natural fibres very flexible so that while ironing, wrinkles can be easily removed. A moisture content of 25-35% is the preferred condition for wet to dry processing.
Ironing Module
The ironing cycle comprises of mainly two phases – Right quality and application of steam; and Optimum heated air circulation.
Steam Quality and Application
The steam quality used in the Tunnel Finishers is completely dependent on the garments to be finished. The different moisture regain properties and the elastic recovery of the fibres demand different types of steam while finishing. For example, with cotton which has high moisture regain, moist steam is preferred. The moist steam, also called wet or saturated steam is formed after heating water to a temperature of 100°C at normal atmospheric pressure, whereas, the super heated and completely dry steam is sprayed on the synthetic fibres as these fibres have less moisture regain property. The Tunnel Finisher can control the moisture inside the steam chamber with the additional help of steam re-heating units.
The application of steam varies widely, depending on the garment fabric type, condition of the garment entering the finisher, and the quality expectation. Steam is fed from top and bottom of the chamber to ensure uniform contact between the steam and all the garments, thus avoiding the risk of steam streaks (steam marks) or other undesired side effects which would appear if steam nozzles are placed on the sides. For direct and localized spraying on fibres, Tunnel Finishers are provided with number of steam nozzles/jets placed at strategic location in the chamber.
High finish quality also depends on adjustable moisture content of the garment; hence it becomes necessary that adequate amount of steam is regulated as per the demand of the garment.
Also, too much steam into a garment will lead to a limp and puckered garment and too little steam decreases the quality. In state-of-the-art tunnels, the garment is bathed in a multi-manifold steaming section. Omni-directional jets or slots bathe the garment with steam and allow for even and complete penetration into the garment. This type of bathing system, rather than a direct blast from a steam jet, enhances the saturation of the garment.
The steam should be fed from all directions to ensure that the garment is finished properly. The number of nozzles in a unit area determines if localized finishing can be done effectively.
Heated Air Circulation
In the ironing chamber, the air blows at high speed along with temperatures that can reach up to 186°C depending on the steam pressure causing the garment to vibrate and oscillate in a manner that eliminates all types of wrinkles. The chamber needs to be fully equipped with energy-efficient blowers to ensure consistent working temperature.
Separations or air curtains are usually present between the steam and air circulation modules, restricting steam from entering air circulation module to prevent heat loss.
 Post Finishing Module
Post Finishing Module
Post finishing, the garments are needed to be smoothened and completely dried, which is done by blowing air through nozzles from the bottom. Especially, with the padded garments, programmed quantity of air with the corresponding temperature is blown onto the garments from bottom to give the garments the corresponding volume before leaving the Tunnel Finisher. Air curtains prevent condensation of steam moisture, thus eliminating moisture drops on garments.
Critical Components of a Tunnel Finisher
Many things can go wrong in garment handling even on slight mishandling. Proper loading of the garments on the tunnel conveyor and proper positioning on hangers can make or mar the finishing quality of a garment. Since this process is generally done by human hands, it’s a likely place for a breakdown.
The Conveyor System
Different styles or different fabric types usually require different types of hangers to be used, and proper placement of the hanger on the tunnel’s conveyor is just as important as placement of the garment on the hanger.
The transport of garments plays a crucial role in the finishing process. The conveyor system should be greaseless and designed in such a way that it operates virtually maintenance-free. The loader and hook system should be designed in such a way that use of all types of hangers is possible. Secondly, the garment during the finishing process should not sway on the loading or unloading operations.
It is also important to ensure not to have gap between the two garments or leave any empty hooks inside the tunnel when the garments are juxtaposed. Tunnel Finishers work best when fully loaded as one garment provides the stability to the other when the air is blown. This prevents too much of fluttering so that hot air passes through the garment and not around them.
The time span of a garment spent in the steam cabinet determines the quality of finish and productivity. To an extent, speed reduction helps to get a better finish, but after a certain speed (which is dependent on fabric composition) if the speed is further reduced, there is no considerable change in the finishing effect.
The Tunnel Cabinet
The cabinet of Tunnel Finisher should be made of stainless steel or coated with Teflon so that it doesn’t rust and cause stain on the garment. Secondly, the stainless steel radiates heat back into the tunnel which makes it more energy-efficient.
Since heat retention by the tunnel cabinet is so crucial, there should be thermal insulation sandwiched between the walls of Tunnel Finisher so that desired temperature is maintained without the assistance of electric booster heaters. The thermal block eliminates the heat loss by conduction and ensures that the tunnels remain cool, thus saving energy cost.
Different Shapes of Tunnel Finishers Cabinet
Straight Line Tunnel Finisher
This type of garment Tunnel Finishers are ideal for dry-cleaners, formal wear, distribution centres, hospitals, hotels, institutional laundries, garment manufacturers, industrial or garment stock rooms or at places where space is a consideration.
“S-Turn” Shaped
This type of garment Tunnel Finishers are the perfect size for large OPL (On-Premise Laundries) or small industrial operations where quality is a must. The unique “S-Turn” steam injection system ensures deep penetration of the steam to improve overall finish quality.
“U-Turn” Shaped
This type of garment Tunnel Finisher is a U-turn style finisher that is the perfect fit for industrial laundry applications. The U-turn configuration allows for higher production by containing the heat and controlling the airflow more efficiently than in standard straight through models.
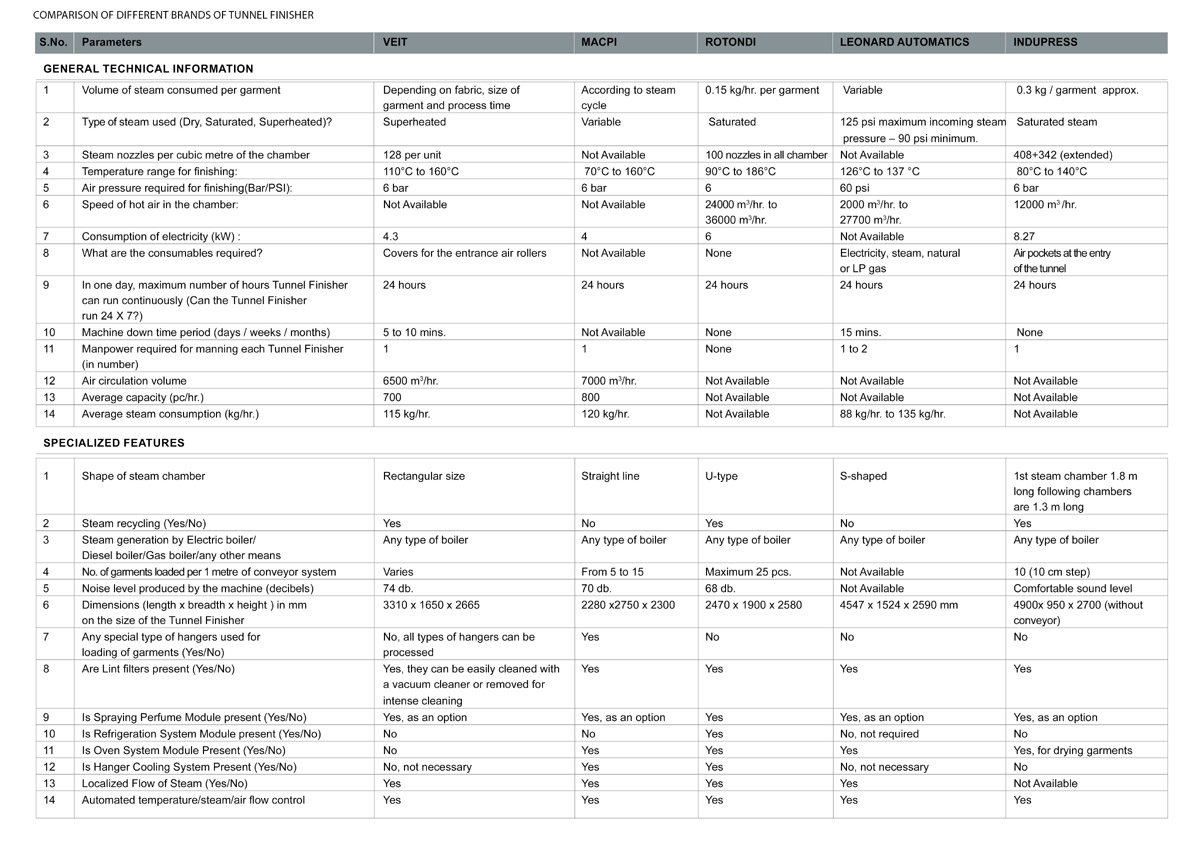
General Features to look for before buying a Tunnel Finisher
1. Generally cost of the steam generation differs from one source of fuel to another, for e.g. a gas boiler will be cheaper than the one in electric in terms of running cost.
2. Steam recycling is important since Tunnel Finishers with steam recycling capability usually save more energy than Tunnel Finishers which do not have such facility. The steam fed into the Tunnel Finisher is independently produced by boilers. Boilers should be selected on the basis of how much energy in the form of steam they can provide at a specific pressure and temperature.
3. Usually tunnel finishing machines can run for long periods continuously without stopping for preventive maintenance and servicing. They have the capability of running 24X7 with few minutes of servicing required at any time of the day.
4. The industry sound level standard for 8 hours shift according to OSHA (Occupational Safety and Health Hazards) is 90 decibels and it should be ensured that sound generated by Tunnel Finishers should be within permissible limits.
5. Usually different hangers are required for loading different style and different fabric type. Therefore the conveyor system of the tunnel finishing system should be capable to transport any kind of hanger on them.
6. The electric consumption and average steam consumption should be verified and checked before buying Tunnel Finisher so that input costs can be estimated and ascertained to calculate accurate ROI of the machine. The different types of consumables also increase input cost. Tunnel Finishers should minimize the use of consumables used in the finishing process and hence there should be minimum consumables required.
7. Long transports and packaging under not so ideal conditions often result in garments assuming undesirable odours; hence the need for neutralization of unpleasant odours becomes important. Therefore these days most of the tunnel manufacturers have Spraying Perfume Module installed in the post-finishing chambers which effectively neutralize odours absorbed by garments.
8. A refrigeration module present in some Tunnel Finishers fixes the ironing treatment by immediately following it with a thermal shock. Oven module is also used to polymerize chemical products sprayed on in advance or already present in the garments.