The purpose of Line Balancing is to make the bottleneck time as close to the average time per operation as possible. This can be measured by the Line Balance Efficiency, which is a measure of the effectiveness of a Line Balance. Roger Thomas of Methods Apparel Consultancy explains how Line Balancing software solutions developed by them can help organizations to optimize efficiency.

Line Balancing is an essential step in the search for increased productivity and if done correctly it can improve operational productivity by making a production unit work more efficiently. It is a vital key in the efficient running of a line, the object of the process being to ‘balance the workload’ of each operation to ensure a smooth flow of work, to minimize the effect of bottlenecks and to facilitate operators to work at peak performance throughout the day. The process is intended to reduce waiting time and Work In Progress (WIP) to a minimum.The following information is essential for the preparation of a Line Balance:
a) Operation sequence
b) Type of machines required per operation
c) List of attachments required
d) A standard time for each operation
e) Number of operators on the line (Balancing Type 1, where number of operators are given and target to be decided)
f) Number of pieces to be produced (Balancing Type 2, where target is given and number of operator to be decided)
The challenge for someone balancing a sewing line manually is the cumbersome calculation while considering different permutations and combinations. These are time consuming as well as prone to error. Simple software solutions can help in saving time and reducing errors in Line Balancing.
Those who have been doing Line Balancing know that sometimes a difference of one or two operators can change the output potential of the line, so the solution has customized screen to help achieve the maximum productivity from the start.
The Line Balance Efficiency related to the number of operators is also projected by showing the most efficient balance on top of the list.
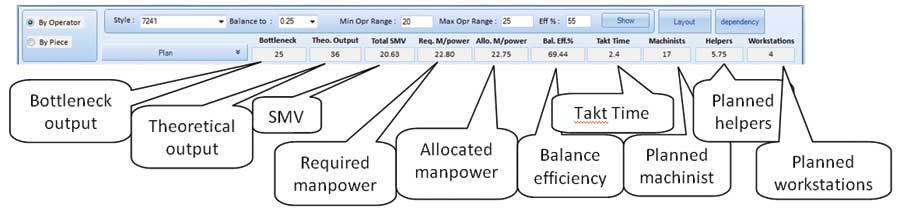
The panel, as shown in Screen-2 summarizes the effectiveness of the balance using the conditions that have been set.
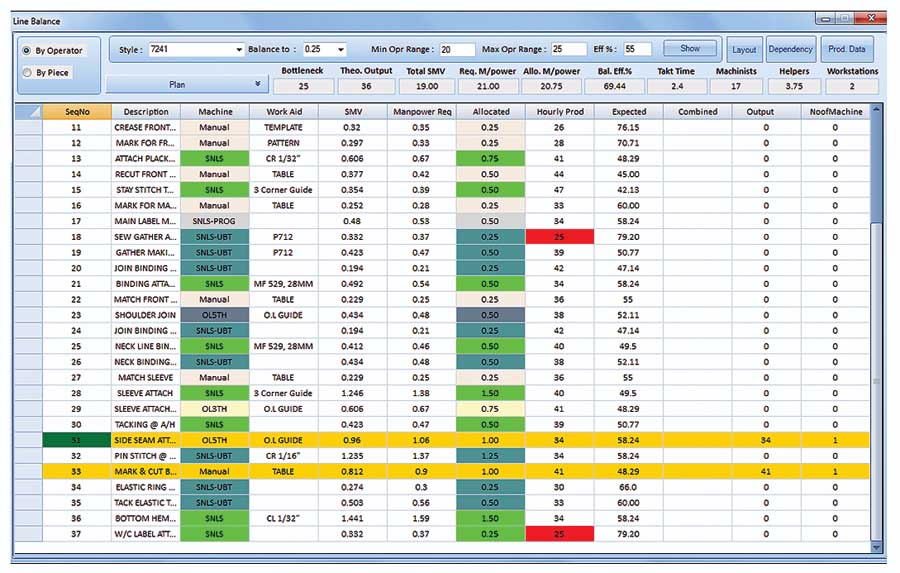
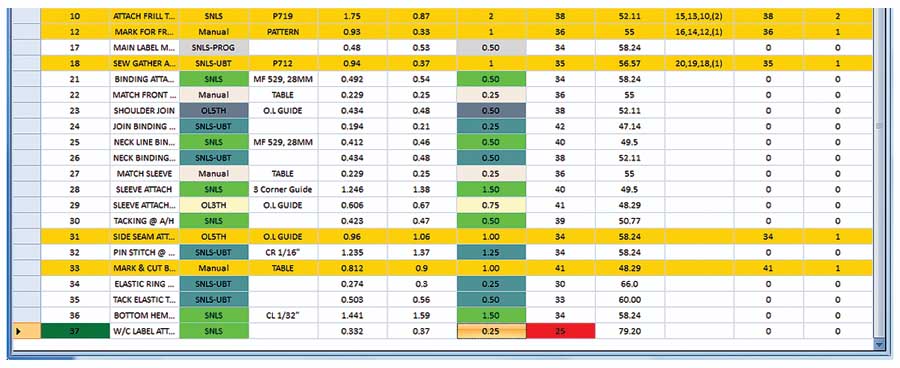
The conditions summarized in Screen-2 are then applied to the operation sequence (as shown in Screen-3). Different machine types are displayed in different colours for ease of combination, the bottleneck operations are shown in Red; operations in Gold indicate operations that require an integer number of people, and therefore they do not need combining with other operations, and so on.
The balancing procedure is to choose the operations that can be balanced (those that use the same machine). In the example shown in Screen-4, we have selected operations 2, 3 and 5 to be combined since they use the same machine type, they are close to each other and will load the requirement of one operator.

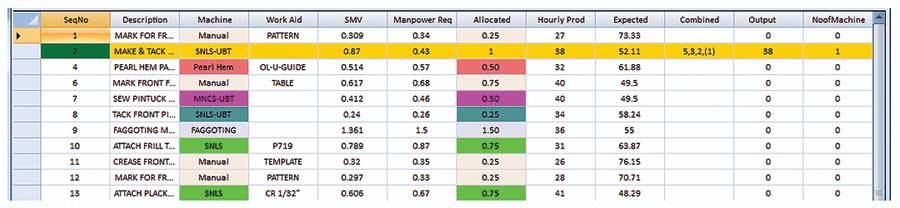
Once this has been done, press the combine button and the screen will show the combined operations and the line will change to Gold (as shown in Screen-5).
The Gold line shows that operations 5, 3, and 2 have been combined; the anticipated production from these three operations is 38 pieces each and the number of machines required is one only. The Green cell at the beginning of the Gold line indicates that this is the last grouping we have done (so you don’t forget what you combined last). It is also possible to combine two different operations/machine types and allocate one operator; obviously the operator would have two machines and will alternate between them as required.
The process is continued until all of the operations have been combined, during this process an effort should be made to improve the output of the bottleneck operation since this will improve the balance efficiency which will lead to higher efficiency and increased productivity.
In Screen-6, there is an opportunity to combine operations 10, 13, and 15 and use two operators since they all use a normal single needle machine (SNLS).
The Green cell at the beginning of the line shows the last combinations that have been made as shown in Screen-7.
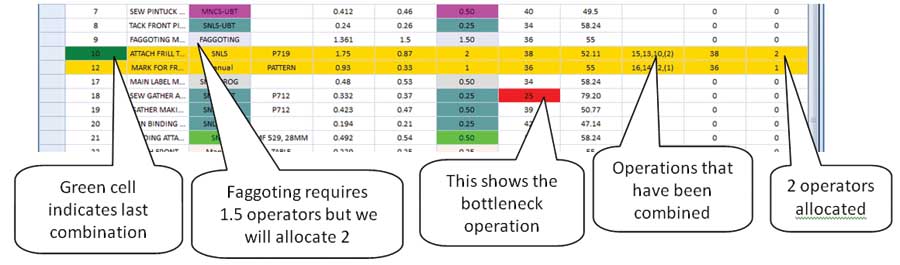
The faggoting operation – No. 9 requires two operators, because of the specialized skill that an operation of this nature demands so we would use two operators and not combine it with any other.
The bottleneck operation is number 18 with anticipated output of 25 pieces, but if combined with operations 18, 19 and 29 all using the same machine type, the capacity for the operation will increase and the bottleneck will disappear as shown in Screen-8.

The balancing procedure continues in a similar manner, and the user is constantly trying to improve the bottleneck operation target. By combining operations 36 and 37, the bottleneck improves from 25 pieces (as shown in Screen-8) to 30 pieces (as shown in Screen-9) and the Line Balance Efficiency has jumped to 81%. A further combination eventually improve the Line Balance Efficiency to 86.4% and the anticipated output to 33 pieces and require 18 machinists and four helpers to efficiently balance the line. We need 24 workstations, which mean that two operators will use two machines each.
There may be alternative balances for this style, and the eventual choice is in the hands of the operator, so knowledge of the operator skills base is essential to the operation of this system.
Line Layout
The line layout section of the system offers various layout formats, wherein the user can choose the layout option required by which operations will be placed in the best possible sequence to ensure the best possible flow.

The current layout choices are:
a. Straight line
b. Zigzag
c. Side by side
d. Side by side opposites
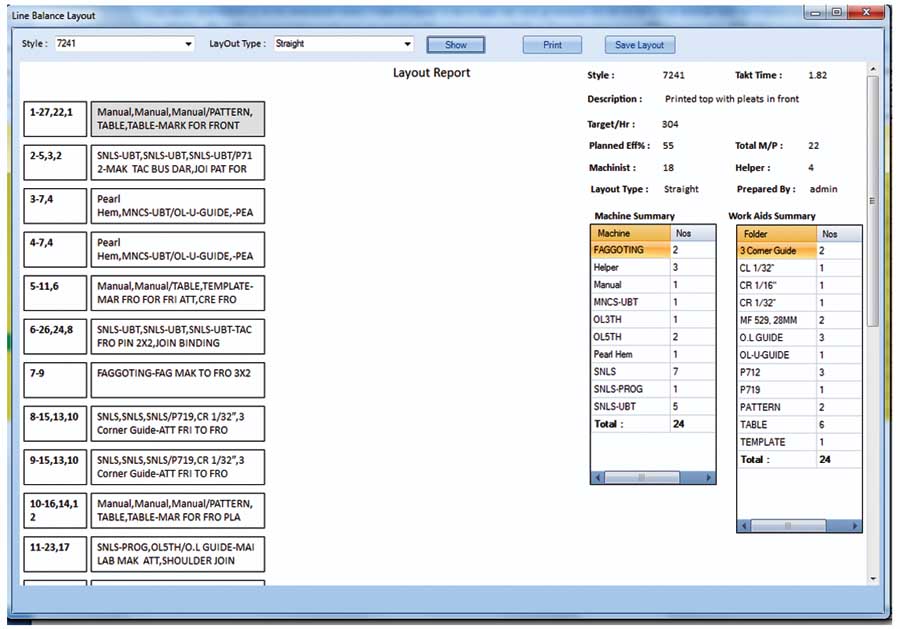
The line layout facility can be manipulated to have a combination of the above if required since each workplace can be dragged and dropped into the position required. A list of the equipment is produced giving all of the details shown on the right hand side of the screen shot below, this is given to the mechanics who then setup the machines as required and make sure that all attachments are available in time for the commencement of production.
To prepare the layout, it is necessary to allocate dependency, as some operations can only be done after other operations have been completed. There is a provision in the operation sequence to define dependency.
Operations that have no dependency are:
a. Operations that stand alone, that can be done at any time during the manufacturing of the order
b. Operations that start “sub-assemblies” (I.E. first operation in “Sleeve making”, Collars, etc.)
Some operations can only be done once a specific preceding operation has been completed:
c. Obviously sleeves cannot be attached unless they are completed therefore sleeve attaching is dependent on the last operation in sleeve construction; the same ruling will apply to all sub-assemblies.
d. The position of combined operations in the layout will be determined by the operation within the combination that has the greatest work content.
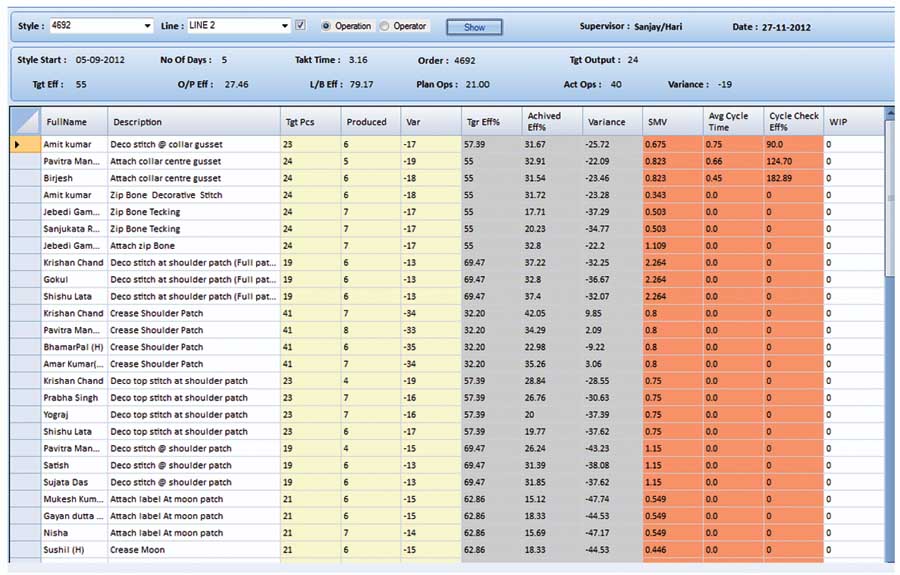
All of the above actions are concerned with the balancing of a line in preparation for production to commence, this is obviously necessary but only a part of the process. It is essential that once the style starts in production, the balancing whilst it is running, is carefully monitored. Using RFID or a Bar-coded bundle system, it is possible to do this automatically. For those who do not have these systems it is also possible to enter production figures to produce information that will tell management where the main sources of problems occur. The system will automatically produce the information as shown in Screen-10.
Customized reports can be generated, all of which can be reported on an Hourly/Daily/Weekly/Monthly basis as shown Screen-11.
Customized reports
- Pieces per operation
- Pieces against balance target
- Efficiency per operation
- Efficiency against balance target
- Best operators
- Worst operators
- WIP per operation
- WIP above and below required level
- Total WIP against target
- Bottleneck(s)
- Operator potential against actual – Fever chart
- Operators with potential who are not reaching target
- Today’s balance efficiency
- Cumulative balance efficiency against target
- Average balance efficiency from the start of the style







