
Use of a hemming attachment may deskill the operation substantially and a comparatively low skilled operator is able to sew with consistent quality. There are different hammers available for simplifying the operation.
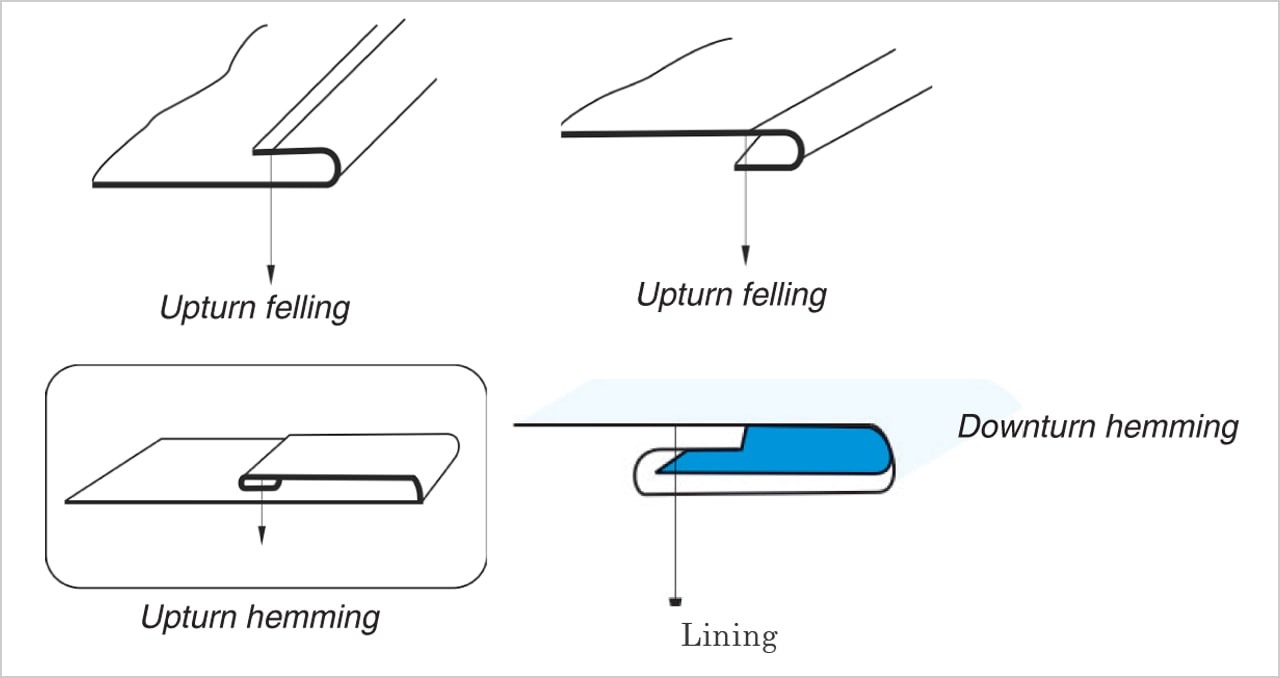
Hemming is basically felling (folding) of fabric in combinations of upturns and downturns to close the end or the raw edges of the fabric with or without lining.
But in complex fabrics or operations of shorter length or curves, the skill required for getting consistency in hemming is immense and in the industry such operations are usually done by pre-creasing or by high-skilled operators manually.
Alternatively, one can also use ‘hemmers’ a device to pre-fold the fabric for feeding into the sewing gauge parts.
The most common hemmers used in the industry are for upturn hemming known as Plain hemmers, suitable for simpler operations.
But as the complexity of the operation increase so does the technical functionalities of the hemmers.
An understanding of different technical features of hemmers along with gauge parts makes things much easier. Hemmers are selected on the basis of the width of the hemming and thickness of fabrics, which are light, medium, heavy and extra-heavy. Even the length of the core (the point where the fabric enters to point where it exits the folder) is also very important for getting higher speed with consistency and reducing skills.
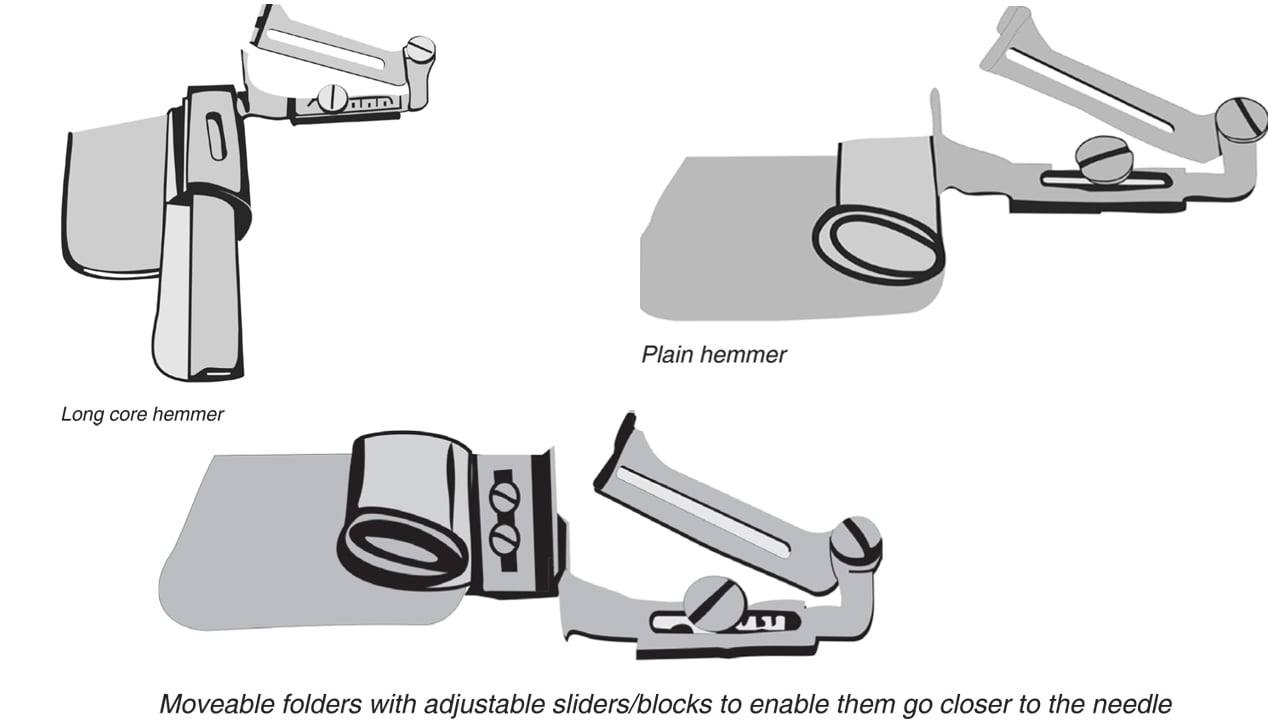
Longer core is preferred for straighter seams which don’t require turning at regular intervals for example, front placket. The displacement of the fabric within a longer core folder is bare minimum and fold is straighter. Moreover, at the ending of each of the operation, disengagement of folder is not required because long core hemmers don’t allow movement of fabric inside them.
On the other hand, if the core of the hemmer is long and ply to be hemmed is curved, then ‘pixel effect’ will occur in hemming and for this reason curves hemmers with shorter cores are recommended.
Also, for curved plies the exit point of the fabric has to be very near to the presser foot, so that fabric doesn’t get time to bounce back or open out. This implies that the hemmer should be able to move nearer to the presser foot. To make this possible, specific adjustable block/slider to move the folder closer to the presser foot are available, but they too can only bring the folder closer to a limited distance towards the needle because of the considerable thickness of the folder.
Another problem related to hemming is the variation in the hemming width because the fabric being either stretchable, bias or flimsy. Basically these types of fabrics tend to stretch before stitch formation between the folder and the presser foot. The basic aim is to deliver the fabric close to the needle so that the stretch or relaxation should not take place. For this kind of problem, folder with a tongue (a thinner plate which can release the fabric nearest to the needle) is useful. The moment the fabric comes out of the tongue it is gripped by the presser foot, not allowing distortion of the fabric.

Usually while hemming, loading and unloading of material is done manually by engaging and disengaging the folder. But, while hemming small parts such as pockets, engaging and disengaging the folder becomes a problem. Here specific folders are available where engaging and disengaging is not required and folding is done continuously.

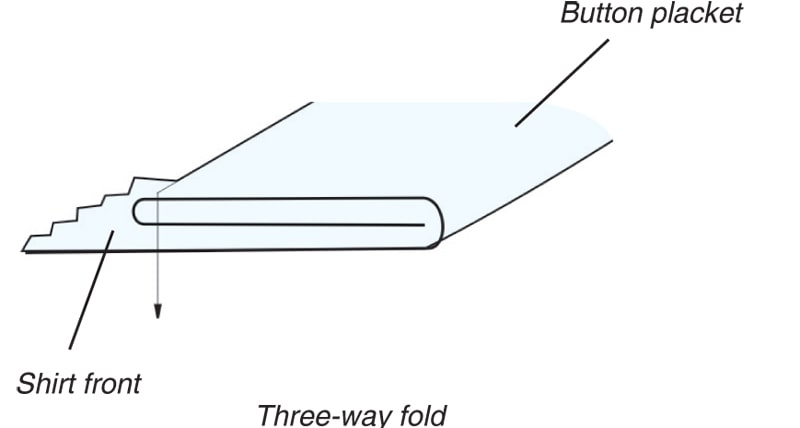
Three-fold hemming
Wherever the lining is not used and self-fabric has to be folded to serve as lining, a three-fold is required. Another reason for three-fold hemming is that wherever inner fabric is translucent, the fold is visible from outside. For three-fold hemming, there are three-fold hemmers available, which are not so commonly used.
Hemming with Lining
When there are chances of lining getting disturbed by operator at the time of feeding, long core folder for the lining is preferred.

In this case, the width of the lining has to be equal to hemming width which is not possible in an ordinary hemmer because the inner orifice of the hemmer (for lining) will always be smaller than the outer orifice (hemming width). So hemmer has to have an orifice to accommodate wider lining so that when it comes out of the folder, spread width becomes equal to hem width.

Lining is fed, either in the roll form or straight strips. It has tendency to get twisted or disturbed by the operator and the fabric being hemmed. In such cases lining hemmers need to have cores either bent or longer so that fabric doesn’t disturb the lining. In such hemmers lining can be either fed from right, left, bottom or top depending upon the ergonomics.
Cylindrical hemming
Sleeves of short sleeve shirt, trouser hemming or any other cylindrical shape hemming is a problem for consistency even for a skilled operator doing it manually.

In cylindrical hemming, problems occur when the hemming has to be wide while cylinder diameter is small. This is specially the case while hemming a formal trouser.
Downturn Hemming
In cases where seam and stitch quality on the reverse side is not matching with top side, then the downturn hemming is required. It is not easy for an operator to do this operation manually because the seam allowance is not visible. It is advisable in such cases to go in for downturn folder. Certainly a little practice will help achieve much higher productivity with consistency of quality.

Shirt tail hemming/ sudden meandering (turning) edges
Shirt tail hemming is one of the toughest hemming operations. Here the folder gauge parts including feed dog, pressure foot, needle plate has to be precisely selected for sudden meandering (sudden turns). Hemmers for shirt tail hemming are equipped with a spring loaded leaf for cross seams to pass over. Because of convex and concave shape of the hem the fabric has a tendency to open and hemming becomes troublesome and of uneven width because of the stretch of the fabric at bias on convex and concave shape. However, rope effect or so-called puckering cannot be removed to a great extent on basic drop feed type of single needle machine.
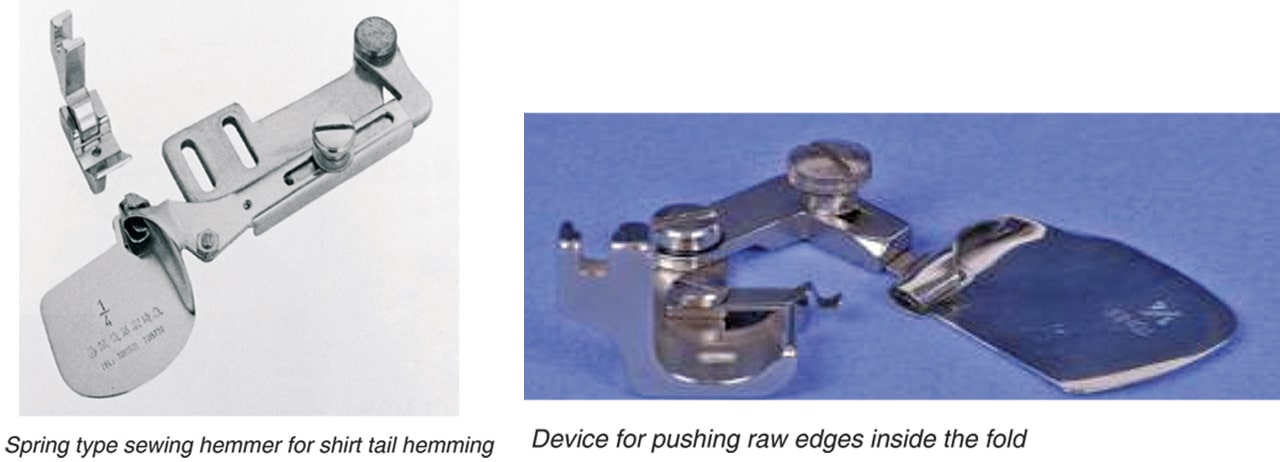
Additionally pneumatic devices can be added to the folders for difficult fabrics to help keep the fabric folded with raw edges pushed inside the fold by pressure of the air. An example of such sewing system is variable top and bottom feed with a pneumatic folder. This type of pheumatic folder manufactured by PFAFF can, to a great extent, control rope effect.
Problems in hemming because of wrong selection of gauge parts
1. Rope effect
2. Puckering
3. Uneven hem width
4. Raw edges
The basic function of the hemmers is to reduce the skills of the operator, to fold the fabric and then release it just before actual sewing.
The folded fabric in conjuction with the gauge parts hem the fabric and give good or satisfactory results for a particular seam requirement. But in reality there are ample number of chances that something may still go wrong.
There are problems which are not related to folders, but to differential feed of upper and lower plies in hemming and stretch (lycra, flimsy fabrics, slipperiness or the bias of the fabric). If we understand the reason for particular defect then the solutions can be easily found, using the right gauge parts and also with the use of some specified machinery.
These particular components are shown and described for their basic use and benefits.

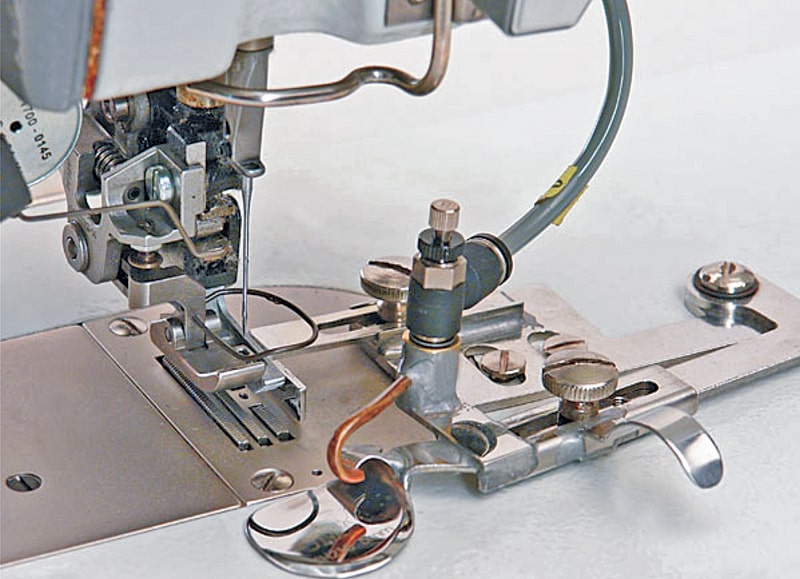
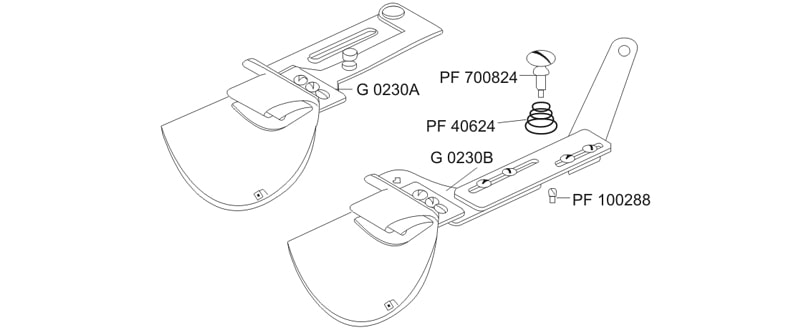
Gauge parts specifically for hemmers and folder
To get good hemming it is important to deliver the fabric close to the needle and to achieve this the front of the needle plate is chamfered for allowing the folder to compensate for the height from which the fabric is released by the folder. Left side of the needle has two rows of feed dog for positive feeding of material to the left of the fold.
Another option is using needle plate of three to six rows of teeth to match the presser feet with the chamfering at front, allowing the folder to come near the needle. In this case the right side of the feed dog which corresponds to the hemmed portion is only at the back of the needle so as not to disturb or flap the fabric before hemming. However this device cannot be used on underbed trimmer (UBT) machines, unless one grind the trimmers (teeth) to reduce its thickness. So that flap/disturbance of fabric before stitch formation does not take place.
Edge Guide Hemming Feet
This is the most common feet for folders available for 3-row feed dog to 6-row feed dog.
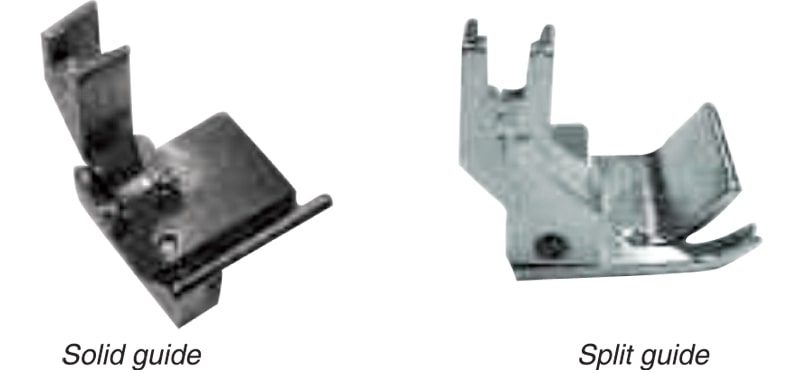
For common operations, the Edge guide hemming feet works well but for complex the failure rate is very high. Edge stitch guide comes in two options – with solid guide and split guide. Edge control with split guide is always better because being lower and longer.
Edge guide hemming feet is used for folding hemming edge but with narrow feed dog as the contact area is less and right of the presser foot is bigger to avoid flapping of the fabric. It also helps in wide curve hemming.
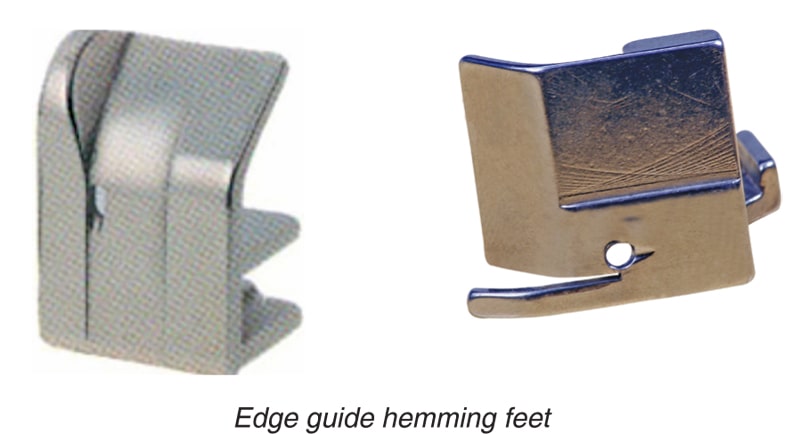
The edge guide hemming feet in the picture is meant for medium to heavy fabrics but with a wider feed dog. The grooves under the sole are meant for compensating the thickness of the seam allowance.
Compensating hemming foot
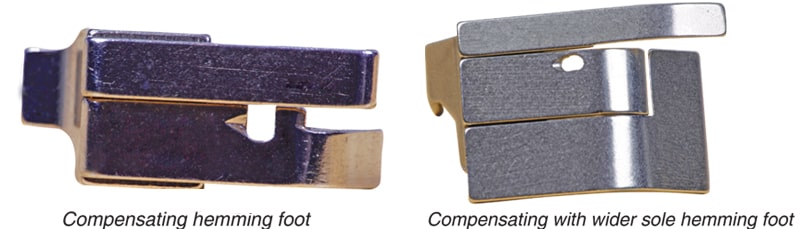
It is available in edge seam 1/32”, 1/16” with medium high toe and quite effective for curves because of the small width of the presser foot. Wherever feeding of the non hemmed area of the fabric (usually towards the left of hem) is less, due to thickness of the fold, compensating helps. The same is available in wider sole but with compensating.
Centre Compensating foot

It is for thicker fabric to allow the seam allowance to compensate with the rest of the folder for better feeding action. Here during hemming the pulling of the fabric is poor because of stiffness or heaviness or stretchability. Since, the contact area of the presser foot with the feed dog is at the back of the needle.
Hemming foot with roller
Basically meant for sensitive fabrics either coated or flimsy prone to damage with the presser foot and reducing puckering to bare minimum.

In the anti-puckering gauge part, basically the plate in the front is springy. It keeps the lower ply stretched at the time of stitch formation so that the upper and lower ply differential is reduced. (More details on needle plate and feed dog available in SW July 2010).
Use of multiple folders on one sewing machine

Sometimes it is necessary to use/fix multiple attachments and/or work aids on one sewing machine. The reasons are line balancing, using lesser number of sewing machines and working in teams.
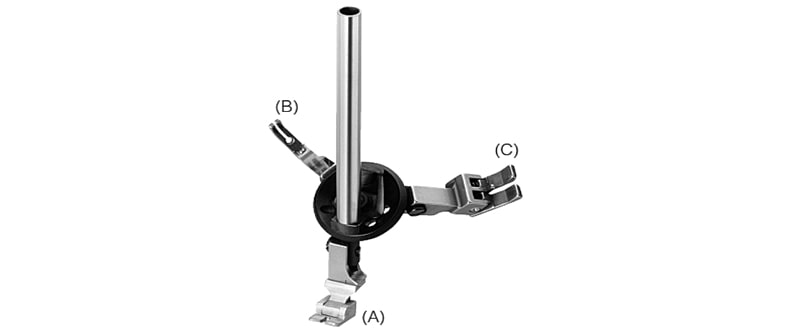
A turret presser foot holder can accommodate three different types of presser foot at a time, giving ultimate flexibility to the operator.







