
Edge finishing by separate strip of fabric is not possible in one operation manually; edge binding in two steps also requires hours or months of practice and skill acquirement. There are different types of edge binding available to deskill the operation. However, use of a binder may deskill the operation substantially and a comparatively low skilled operator will be able to sew the same in one step with consistent quality.
The concept of binder is sewing of raw edges of the garment with bias or straight tape. In hemming, no extra fabrics were added while in binding extra strip/tape of fabric is used for covering the raw edges. The strip/tape can have double fold top fold binding or unfolded binding.
Top fold binding is usually used in knits, to reduce the thickness of the lower ply but in woven the same binding is used for operations which require finishing the binded tape by turning it manually and topstitching. Unfolded binding (with visible edges) are for right angle binders; the braided tapes are to be highly flexible in order to turn at right angle like loosely woven twill tape.
Types of Binders
Right angled bias binders
In this type, binders use bias tapes which are usually fed from a tape roll. Bias binder is the most common binder. It has problems which are not largely associated to associated operator’s skills. These problems are more to do with the material like uneven edge stitch either on the top ply or on the bottom ply or even both. Sometimes, the edge stitch on certain portions on the top and the bottom ply or on binding becomes narrow and wide.

Moreover, raw edges are also prone to be visible at the joints on the bias tape or at cross over seams. Besides these, stretch, rope effect, puckering and seam run-off is also a common occurrence during binding. Since a fabric is stitched by feeding the tape at a right angle, the stretch is usually very high on to the tape. After stitching, the tape relaxes and looks puckered. Moreover, in flimsy, slippery fabrics binding operation is even more difficult in terms of maintaining a constant width and concealing raw edges.
In case, binding has to be done on endless shape (loop) like neck circle or armhole circle or any other cylinder, a separate machine is required for manually completing the circle thus creating undue joints in the end.
Commonly used Binder
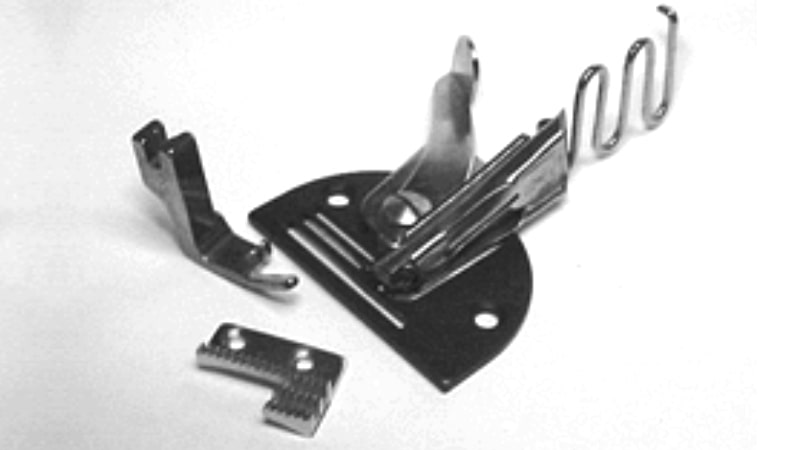
The most commonly used binder A10 is usually available in finished sizes from 3 mm to 12 mm. The problem with this binder is that adjusting lower and upper edge is difficult and sudden appearance of raw edges and puckering is very common. This folder caters to standard thickness of the material. Little variation in the thickness of the material at the turn is disturbing especially at joints. Since the presser foot is solid (without a hinge), whenever thickness increases with the seam the presser foot is not able to pass through the joint, thus causing problem. At turns especially, the base fabric gets biased and manipulating the fabric on the turn becomes difficult as the area near the needle plate is less. The fabric stretches and the seam allowance becomes lesser. Puckering is due to stretch of the material and stitch formation. The reasons for puckering can be many, not just only the folder. Except standard version, the heavier or lighter version of feed dog and needle plates of A10 are not available.
Another binder is known as K10; here the manipulation of edges upper and lower is independently adjustable giving better control for binding. Most importantly the presser foot supplied with this is the standard one which is supplied with A10 and is popular in the industry. The joints on the tape (which turns at the right angle for forming a stitch) can be manipulated so that the opening of the edges is restricted. Thus the machine can run at higher speed. The binder can be moved independently on the plate to the right and left with much greater control. But standard presser feet and feed dogs of these binders are non hinged (solid), so it’s not very effective for feeding the fabric on the left of the binding, that means the base fabric, and also to pass over thickness variation because of joints. These feet are available separately which can be hinged and also compensating.
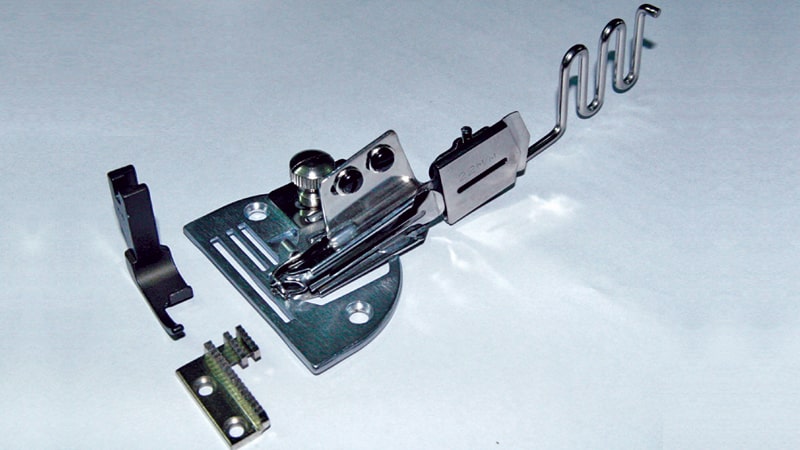
Feed dog and needle plates for K10 are separately available (not easy to find though) for different fabric thicknesses and needle size. Compared to A10 the success rate of K10 in terms of performance and speed is substantially higher.

Binding on Endless Circle like Neck or Armhole, etc.
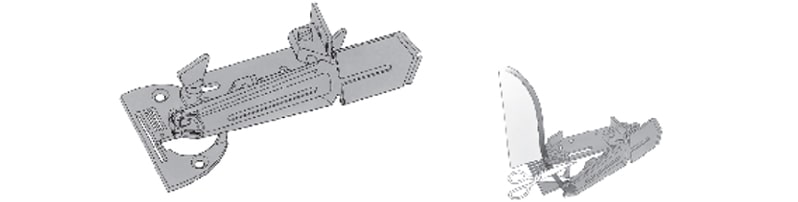
The problem with most binders is that whenever we have to finish the raw edges of the binding at the end of the seam, we have to open the seam and have to finish it on other machines to create an endless binding (binding in circle, for example neckhole/armhole). The picture shows where the binder can be disengaged, binding can be cut and raw edges can be sealed manually on the same machine without breaking the seam to avoid multiple joints to finish the loop.
[All these binders discussed above are not able to solve the problem of stretch of the binding tape before the feeding and thus relaxing after seam formation causing ugly look and deforming the shape, specifically in flimsy and soft fabrics. In order to get stretch or relaxation according to the intent of the pattern for fit or effect, variable top and bottom feed machines with positive or negative swing type binders is available where binder before the stitch formation swings towards the presser foot to get relaxed. And this relaxation is adjustable by a CAM to a degree of positivity. Similarly, if more stretch is required at certain points, the binder can be made to move away from the presser foot at the time of formation of stitch. An example of such machine is PFAFF 487 – 704, single needle lockstitch machine with variable top feed with swing type binding device].
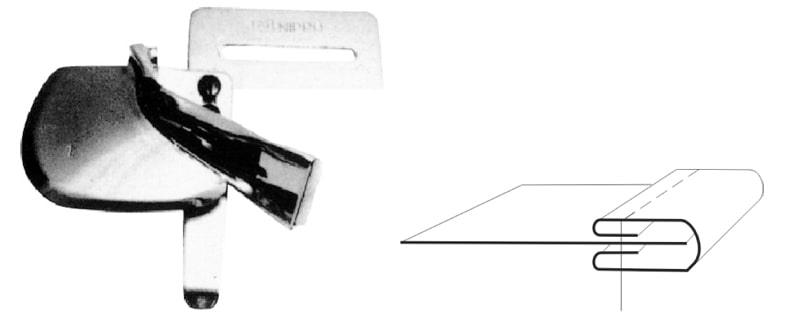
Binding Feet
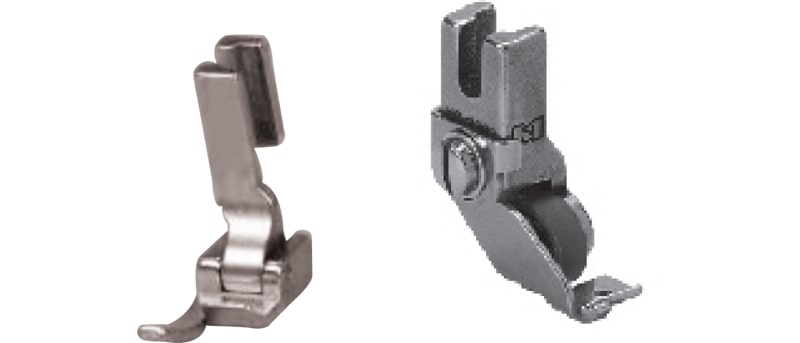
Binding feet are also of various specifications to meet the demanding requirements. The picture shows normal hinged foot for binders. Roller type binding foot for avoiding puckering due to presser foot and sensitive fabrics. Solid presser foot are used for heavy duty wider binding. Binder feet with toe adjustable are used for passing over thicker joints and positive pulling of the fabric.


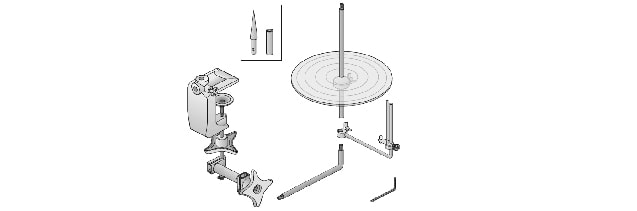
Tape Roll Stand
Another fixture to add on to the productivity is tape roll stand to be fixed at any angle and at any position in this sewing machine suitable to the ergonomics of the operator/operation. The roll stand can be rotated in all three axes – X, Y and Z which helps in guiding the tape at any angle towards the binder.
Double Fold Binders
Double fold binding can be straight or curved. As the name suggests, the straight binding tapes are not on bias but on straight grain. Straight binding is usually done on straighter fabrics, slits or edges of made-ups or items like table cloth and also on slight curves. The defects associated are rope effects, stretch puckering, etc. Straight binders are commonly used wherever it has to be turned at 900, 1800 or 3600. This is because in right angle binders, the corner formation becomes difficult because area of visualization (where the actual turning is to be made) is very less. Straight binding if fed at an angle is good for turning, here the visibility is very high. The use of continuous tapes from roll is far easier and ergonomic because it will not hinder the operation.
Conclusion
In this series of articles we have seen how different attachments and work-aids can deskill an operation thus increasing the quality consistency while reducing the work content. The success of any deskilling devices depends on using attachment with correct specification and also with complete gauge parts.







