Having trained operators in-house and recording their skill levels, the next task is to hold on to them, the most prized possession of the apparel business. Because this industry is so highly labour-oriented the prevalent problem for them all is absenteeism. And with figures like 20% absenteeism, how is one supposed to manage?
Consider a scenario in which the Industrial Engineering Department issues an operation bulletin requiring 40 operators but only 36 turn up on that particular day. One of the 4 operators that are absent is doing a critical operation and he/she is producing 70 pieces in an hour. There are still 1,000 garments left to manufacture, the line is producing 400 garments in a day and the shipment has to go in two days! There is no other choice but to:
1. Replace the one operator with two from another line, because the other operators cannot produce more than 40 pieces per hour.
2. Work excessive overtime because the repair rate of these two replacements is 10%.
The problem with the traditional Indian training schools is that there is no real structured way by which training is provided. Operators come out of these schools, but nine times out of ten, they do not even know how to set the tension of the machine on which they have to operate, causing unnecessary work for the mechanics. They are put on a production line and the Supervisor expects them to deliver the goods from day one. These operators perform at an efficiency of 40% against the target set by the Industrial Engineering Department and no matter what is done, these levels of efficiency just does not increase. The production lines are constantly performing at 40% and the main reason for this is the people on the line.
The key to success in training lies in two main areas
Firstly, selection of the right types of people to be trained. And to do this, they have to go through what we call a trainability test. The test will not only ensure that the potential operators are trainable, but if the trainer who is doing the tests does it properly, it will also ensure that the people who pass the test will be the people who stay on with the company.
Secondly, once these potential operators pass the trainability test, they need to be put through a variety of exercises. Not only do they need to be trained on how to sew, they also need to understand the importance of the time taken to do a simple thing like changing the bobbin or a needle. They need to have standard minute values for threading the machine, changing the needle, changing the bobbin and setting the tensions.
 The Trainability Test
The Trainability Test
The trainability test is used to do what exactly the word says; it brings out how trainable the person being tested is.
Two blocks, as shown in the figure below, are joined together at three seams.
The trainer doing the test demonstrates and explains the way by which the seams have to be joined.
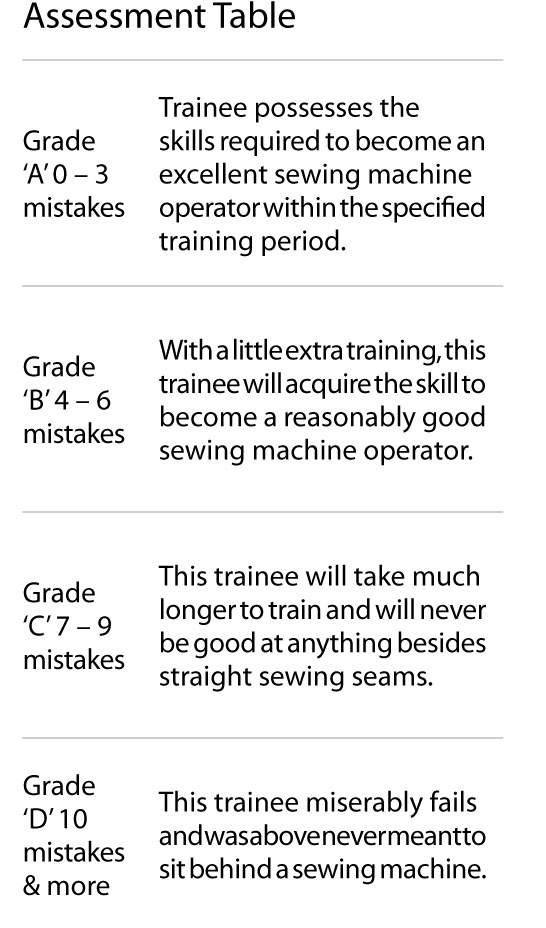
The trainee being tested is rated on her trainability based on the amount of mistakes he/she makes while being observed by the trainer. The method by which evaluation is done is as follows:
Evaluation procedure
1. The parts are to be positioned in two separate piles, next to each other on the machine bed.
2. The trainee shall pick up both parts simultaneously.
3. The trainee shall join the three seams starting from point 1, sewing to point 2 in one sewing burst.
4. Turn down the needle at point 2, lift the presser foot, align the seams at point 3 and sew to point 3 in one sewing burst.
5. Turn the needle down at point 3, lift the presser foot, align the seams at point 4 and sew to point 4 in one sewing burst.
6. The trainee will then turn up the needle pull the garment out from under the needle and cut the thread with the nippers.
7. He/she will then neatly place the sewn panels on the right hand side on the machine table.
8. The trainee shall get three attempts and shall be passed or failed on the third try only.
 Mistakes to look out for
Mistakes to look out for
- Pick up the parts incorrectly (not simultaneously)
- Align the wrong side first
- Position the wrong edge under the needle (seam 1)
- Forget to turn the needle down before starting (seam 1)
- Sew in more than 1 burst for 1st seam
- Sew off the garment
- Forget to turn the needle down in the first corner
- Forget to align the 2nd seam before sewing
- Sew the 2nd seam in more than 1 burst
- Sew off the garment
- Forget to turn the needle down in the 2nd corner
- Forget to align the 3rd corner
- Sews off the fabric
- Sews the 3rd seam in more than 1 burst
- Forget to turn the needle out of the fabric at the end of the 3rd seam
- Forget to cut the thread accurately
It is advisable to only take Grade ‘A’ operators (0-3 mistakes) as this will ensure that only the most trainable people are selected. The trainability testing normally takes between 30 and 60 minutes for one person, depending on the time which the person being tested takes to understand the test.
Training Exercises
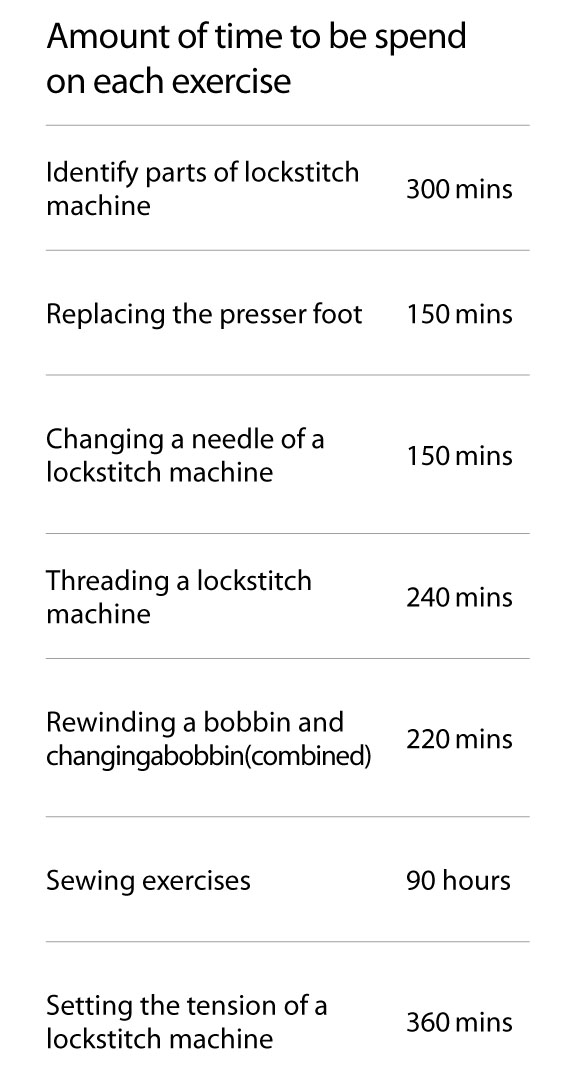
After the right trainable persons are recruited, they are imparted training. The column at the bottom gives a guideline as to the amount of time to spend on each exercise. It must, however, be noted that the trainee only progresses to the next exercise after mastering the previous one.
Detailed Analysis of Training Exercises
Given a lockstitch machine, the learner will verbally identify to master all machine parts called by the Instructor.
Given a lockstitch machine, the learner will show the ability to replace the presser foot in no more than 0.2 minutes (12 seconds) for 7 consecutive times. A standard single needle lockstitch presser foot will be used.
Given the correct screwdriver and correct new needle, the learner will replace the needle in not more than 0.2 minutes (12 seconds) for 7 consecutive times.
Given a lockstitch machine, the learner will thread the machine in not more than 0.68 minutes (41 seconds) for 7 consecutive times.
Given a lockstitch machine, the learner will show the ability to rewind and change the bobbin in not more than 0.3 minutes (18 seconds) for 7 consecutive times.
Given a lockstitch machine, the learner will demonstrate the ability to point out whether tension needs loosening or tightening. The learner will demonstrate the ability to adjust the tension in order for perfect stitches to be formed.
Given the following pieces of cut fabric and a lockstitch machine, the learner will demonstrate the ability to complete 7 consecutive cycles of the following 4 sewing exercises in not more than the prescribed time. The 4 tests will be done with the fabric in use in the factory. The colour of the thread should be different from that of the fabric.
 EXERCISE 1
EXERCISE 1
Join 2 plies together, with a 1cm seam width (parts 20 cm x 5 cm). The edge guide would be used here to ensure an even seam. Progress to next exercise after completing 7 consecutive pure cycles within the prescribed time of 0.26 minutes (16 seconds).
EXERCISE 2
Join 2 plies together, with a 1 cm seam width, backtack at start and end of seam (parts 20 cm x 5 cm). Progress to next exercise after completing 7 consecutive pure cycles within the prescribed time of 0.30 minutes (18 seconds).
EXERCISE 3
Topstitch 20 cm seam on joined parts in exercise P1 and/or P2. Progress to next exercise after completing 7 consecutive pure cycles within the prescribed time of 0.35 minutes (21 seconds).
EXERCISE 4
Join 2 long and 1 short side of 2 plies, with seam width of 1 cm (parts 20 cm x 5 cm), progress to operational training after completing 7 consecutive pure cycles within the prescribed time of 0.45 minutes (27 seconds).
After completion of the basic sewing exercises, the trainee is sent onto the production floor for operational training. The training Instructor still monitors the trainee and signs the trainee off as ready for production after achieving the agreed efficiency for 5 consecutive days.
Stamina and Operational Training
More often than not, the reasons for absence are back problems. This problem is eliminated by putting the trainees through the stamina training, where the backbone is strengthened by a sewing exercise specifically designed to ‘break the backbone’. The basic sewing training normally should take between 12 and 15 days, and once completed, the operational training can start on the line. The people coming out of the training school find it easy to adapt to the sewing floor and the targets much easier to achieve because of the rigorous training they have received.
Not only do efficiencies skyrocket, but there are now a lot more ‘A’ Grade operators also. Gone are the days of long working hours, tight delivery schedules and poor performing operators. Managers are now in a position to dictate to the regular absentee cases that if they do not turn up for work, they are not automatically guaranteed a place on the line where they worked. Once they realize that they have been replaced, they will either stop staying absent or look for a job elsewhere. Either way, good riddance to bad habits!
Stamina Training
After completing the trainability test, the trainee goes over onto basic training (as per the training manual). Once the basic training is completed, the skill’s instructor will do a 4-step sewing exercises which are discussed below:
Step 1: The first step in the stamina run training is to get the trainees to do the exercise 1 in batches of ten. The trainee has to complete seven consecutive cycles of batches of ten in no more than 2 minutes and 50 seconds. Once this cycle time is achieved and the skills trainer has tested the trainee, that trainee moves over to step 2.
Step 2: The trainee will now do exercise 2 in batches of ten. Seven consecutive cycles of batches of ten has to be completed in no more than 3 minutes. Once this cycle time is achieved and the skills trainer has tested the trainee, that trainee moves over to step 3.
Step 3: Once this step is reached, the trainee will do exercise 3 in batches of ten. Seven consecutive cycles of batches of ten has to be completed in no more than 3 minutes and 30 seconds. Once this cycle time is achieved and the Skills Trainer has tested the trainee, that trainee moves over to step 4.
Step 4: In this step, the trainee does a combination of exercise 2 and exercise 3 in batches of ten. He/she will first do exercise 2, open the seam and then does exercise 3. This will be done in batches of ten, and seven consecutive cycles of no more than 6 minutes. Once the skills instructor has tested the trainee and is happy that the standard times have been met, will this trainee be moved over onto operational training.
Operational Training
There are 4 different skill levels by which operations are categorized.
Skill level A – Being the most difficult level, it takes approximately 24 days (depending on the trainee) in production to reach an efficiency of 75% against the BSI 105 rating scale. Operations like ‘pocket setting’, ‘collar topstitch’, etc. on shirts usually fall under skill level A.
Skill level B – It is slightly easier than skill A, which takes approximately 20 days to reach an efficiency of 75% against the BSI 105 rating scale. Operations falling in this category are ‘waistband finish’, ‘waistband attach’, etc. on trousers.
Skill level C – It becomes easier and the trainee should reach the required efficiency of 75% at BSI 105 in approximately 16 days. Operations like “side seams”, “inseam”, etc. normally fall under this category.
Skill level D – There are simple operations where the trainee does not have to do a lot of concentration. An efficiency of 75% at BSI 105 is normally achieved in 12 days.
Method of Training
The skill’s trainer will at first categorize the trainees based on the skill they have shown while going through the basic training and the stamina runs. He/she will then start by demonstrating the operation with mock pieces cut from waste fabric. The trainee will continue to practice on these mock pieces until the instructor is happy with the quality produced.
This will happen while the trainee is still in the skill’s centre and this normally takes one or two days. The skill’s trainer will then move this trainee into production, where the operational skills trainer takes over the responsibility of looking after these trainees.
Steps in Operational Training
To begin, the operational skills trainer will take the capacity of the trainee, based on his/her current skill level. The trainer will monitor the trainee on an hourly basis and if the trainee does not achieve the capacity, the trainer will do boosting on that trainee.
At the end of the day, the trainer will calculate the efficiency of that trainee, using the following formula:
Efficiency = (Total parts completed for the day X Operation SAM) / (Minutes worked for the day – Downtime)
If there were any downtime in the day due to machine delays, or anything beyond the trainees’ control, the total down time will be deducted from the minutes worked for the day.
The skills trainer will plot the trainee’s efficiency on the skill level efficiency chart on a daily basis.
This process will be repeated everyday, until the trainee achieves the 75% target against the BSI 105 target.
The trainee will be signed over as ready for production once he/she achieves 75% target for five consecutive days.







