
Probably the most unfashionable and unchanged product during the last century, approximately eighteen components are sewn together to form a men’s shirt. Two-piece collar, single patch pocket at left front, sleeve opening with cuff, double layer yoke, and so on, standard straight knife cutting for body parts and die-cutting or band knife cutting for cuff-collar, continuous bed fusing for collars and cuffs and sometime front placket; everything is set like standard manufacturing process. But interestingly no two shirt sewing lines are similar! Operation breakdown of exactly same shirt will be different in two different factories. While the product remains standard, why the process is so different? Dr. Prabir Jana, Professor, NIFT explores….
Sewing a men’s shirt can take anything from 20 minutes to 30 minutes. The time variation is due to process and technology variation. Although, there is reference of one 12-minute shirt by Kogos International Corporation, NY, I assume those were manufactured overlocking armholes and side seams. Any overlock seam although covers the raw edge, yet results in visibly protruding edge at the back side of the garment. The basic characteristic of a standard men’s shirt is that there should not be any visible protruding edge inside or outside of the garment, all seams should be flat as far as possible. A standard men’s shirt is assumed to have double piece yoke, armhole joined by flat & fell seam and two needle chain stitch sewing of lap seam (using feed of arm) at side and sleeve. Firstly, the overlock sewing process is approximately 20-25 per cent faster than lockstitch (301) or double chainstitch (401), secondly the overlock joining is always done by superimposed seam, resulting in easy handling of components during sewing. Therefore, many mass-shirt brands resort to overlocking of armhole and side seam to increase the productivity. Most of the brands also use multi needle double chain stitch (401) at front placket to increase productivity and reduce propensity towards seam pucker.
Variation in garment construction
A table of process variation of two operations will explain why any two shirt-making factories may not have same operation breakdown. The sleeve placket making can have four different variations while the front placket making can have six different variations. It is important to note that all variations do not necessarily show up any major visible distinguished feature in the shirt’s appearance, neither the process variation affects performance of the garment.
Table I Operation variation in sleeve placket and front placket

If we mix and match the sleeve placket and left front placket variations, we get 6X4=24 variations. If we combine right front placket which are mainly of two types, we get 24X2=48 different ways to sew only three operations in the Men’s Shirt. Although, the total number of operations in a shirt are nearly 40+, if hypothetically 6 of the operations can be done 3 different ways, the total number of variations will be mind boggling 36 = 729. Every different variation has different SMV and somewhat USP or style feature (although often unnoticeable) of any brand.
Variation in manufacturing process
Apart from variations in construction process, the manufacturing process (the division of labour and material handling between two sewing operations) also differ in many accounts. Shirt sewing can be traditionally broken down into six sections; front, back, sleeve, collar, cuff, and assembly. While some manufacturers incorporate all sections in one sewing line, some maintain separate sections as separate sewing lines. The sectionalisation is also not standardised; as some manufacturers (large order quantity) create only three sections, namely small part preparation (collar and cuff sections combined), large part preparation (front, back and sleeve section combined) and assembly section, and prefer to work with different sections where different sections are managed by different line supervisors with separate targets and huge WIP maintained between different sections. While companies with short run (low volume order) prefer to combine all sections onto one line.
Presented here is operation breakdown of men’s dress shirt from five different sources (Table II); one from an Italian consultant published in SW, 2nd from Indian domestic manufacturer, 3rd from Indian export manufacturer, 4th from Binran (Juki) and the 5th one is the 12-minute shirt from Kogos. Total number of operations varied from 41 to 53, which although in some cases are inclusive of final press and in some cases are exclusive. The SMV varied from 18.53 to 28.00 minutes (exception being the 12 min. shirt which includes final press & finish).
Table II (Operation breakdown and SMV comparison)
| SW | Domestic | Binran (Juki) | Export | 12 Min Shirt | ||||||
| Ops | SMV | Ops | SMV | Ops | SMV | Ops | SMV | Ops | SMV | |
| Front section | 7 | 4.4 | 11 | 4.01 | 6 | 1.85 | 9 | 4.16 | 6 | 1.47 |
| Back section | 3 | 1.5 | 2 | 0.63 | 6 | 1.77 | 4 | 2.28 | 2 | 0.5 |
| Sleeve section | 4 | 2.98 | 5 | 2.14 | 4 | 1.82 | 6 | 1.77 | 3 | 1.33 |
| Collar section | 12 | 3.68 | 10 | 3.43 | 17 | 3.7 | 15 | 4.47 | 11 | 1.75 |
| Cuff section | 6 | 2.65 | 7 | 3.48 | 8 | 2.57 | 9 | 3.6 | 6 | 0.93 |
| Assembly | 10 | 12.79 | 8 | 4.84 | 12 | 7.41 | 10 | 9.18 | 9 | 3.43 |
| Finishing | - | - | - | - | - | - | - | - | 4 | 2.65 |
| 42 | 28 | 43 | 18.53 | 53 | 19.12 | 53 | 25.46 | 41 | 12.06 | |
The collar & cuff section together account for maximum number of operations (from 39 per cent to 47 per cent) from 17 minimum (domestic) to 24 maximum (Binran). It is interesting to note that there is no consistent pattern of operation breakdown and SMV thereof. The assembly section SMV is the lowest in case of ‘domestic’ (i.e. 26 per cent), while the assembly section of SW is the highest at 46 per cent. The SMV is almost equally distributed (31 per cent-36 per cent approximately) between small part, large part, and assembly section in case of export shirt. The organisations that wish to install overhead material handling system (OMHS) in shirt-sewing plant will ideally use it for assembly section only; that is less than one fourth of the total sewing operations. Although not advisable, some of the companies do install overhead material handling system in large part section to bring total number of operations under OMHS to near 50 per cent.
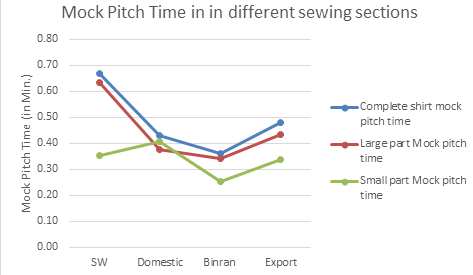
True pitch time is total SMV divided by number of operators available to do the job. The number of operators available may be more or less than total number of operations, depending on target to achieve. True pitch is calculated for operator allocation and balancing the line. Mock pitch time is calculated by dividing SMV by total number of operations. Mock pitch time gives an idea about variability of operation breakdown of any garment. If we look at the sectionalised SAM and respective ‘Mock Pitch Time’ of four different shirts (Table III), it is evident why most of the large shirt manufacturing plants work on sectionalised line system. The mock pitch time of large part section for SW shirt is almost double the small part section while nearly half the assembly section. Therefore, if we run the sewing section of SW shirt as one complete line of 42 operations, the balance efficiency will be very low. However, if the SW shirt line is segregated as three separate line of large part, small part and assembly, and then every section is separately balanced, we can have higher balance efficiency individually. Similarly, if we compare domestic and export shirt, the overall mock pitch time is same, but the sectional mock pitch time varies a lot. It is equally interesting to note that assembly mock pitch time for all four shirt variations are one and half times to two times higher than small parts or large parts section (figure I). This reemphasises that even if any organisation decides to combine the small parts and large parts sewing section into one line, the assembly section should preferably be kept as separate line to increase balance efficiency.
Table III (Mock pitch time comparison)
| SW | Domestic | Binran | Export | |||||||||
| Ops | SMV | Mock Pitch Time | Ops | SMV | Mock Pitch Time | Ops | SMV | Mock Pitch Time | Ops | SMV | Mock Pitch Time | |
| Large part section | 14 | 8.88 | 0.63 | 18 | 6.78 | 0.38 | 16 | 5.44 | 0.34 | 19 | 8.21 | 0.43 |
| Small part section | 18 | 6.33 | 0.35 | 17 | 6.91 | 0.41 | 25 | 6.27 | 0.25 | 24 | 8.07 | 0.34 |
| Assembly section | 10 | 12.79 | 1.28 | 8 | 4.84 | 0.61 | 12 | 7.41 | 0.62 | 10 | 9.18 | 0.92 |
| Complete Shirt | 42 | 28 | 0.67 | 43 | 18.53 | 0.43 | 53 | 19.12 | 0.36 | 53 | 25.46 | 0.48 |
Figure I
The effect of De-Standardisation (on automation)
Any process standardisation leads to probable automation. With Industry 4.0 beckoning the garment manufacturing process, it is imperative that some standardisation takes place for the overall benefit of the industry. During the peak of dominance of quality assurance (QA) in early 2000, one of the large retailers were asked to inspect the garment from the customer’s point of view and NOT from QA’s point of view. The message was clear, don’t find fault for the sake of finding a fault, ask yourself whether a customer will be able to spot the fault is he/she buys the merchandise? Or, is the fault going to affect any aesthetics or performance value of the garment? The same logic holds true for design USP; just for the sake of differentiation from the rest (of brands), often design differentiation was created in the merchandise without any useful impact to end customer. The designers need to ask themselves, will the customer be able to spot the difference and pay for the same? The construction process of standardisation is to be integrated with pre-dominantly influential design function to pave the way for automation. Moreover, the aesthetic differentiation should not compromise the technical and aesthetic performance of the garment pre and post purchase.







