
Stitch-free seaming technologies were first used in intimate apparel as a means of joining fabrics over elastics in bras and to keep seams as flat as possible for a smooth appearance and comfort. Success in intimate apparel and the benefits of weight reduction, a slim profile and increased water resistance, caught the attention of outerwear manufacturers. Today, stitch-free seaming technologies are extensively used in performance apparel and sportswear, fitted active wear, such as running or cycling apparel, where there is a major need for smooth feel when worn next to the skin in order to minimize the possibility of chafing. Owing to this technology, technical outerwear is becoming less bulky and more form-fitting while retaining the latest advances in waterproof and breathable capability. The technologies for welding or bonding the fabrics are discussed below, with their applications and machines.
Companies are now promoting stitch-free seaming as a value added feature in their garments. Although often used for aesthetic reasons, it is beneficial from technical aspects as well. Stitch-free garments also claim to be 15% less in weight than the sewn garments. The basis for such claims is that there is less overlapping of material and no thread use in joining the seam. Less overlapping, also means the stitch-free garments can be stitched quicker and even reduce fabric waste. Fewer steps are required to make a bonded garment and fewer components are needed to construct some garments. For example, a normal French seam involves two stitches in its construction, as first a flat seam is created, then the seam allowances are trimmed and pressed. A second seam is sewn with right sides together, enclosing the raw edges of the original seam. While using a welding or bonding machine with an edge cutting device, the entire process can be minimized to one operation, with an equally clean finish to the seam. Being able to join several components together in one step also means that less labour is required. Manufacturers also claim that stitch-free seams can improve the waterproof capability of a garment by eliminating the stitch holes. As far as strength is concerned, stitch-free seams can be just as strong as sewn seams, in tensile strength tests, the fabric should tear before the stitch-free seam does.
[bleft]Stitch-free garments claim to be 15% less in weight than the sewn garments as there is less overlapping material and no seam sewing thread in a welded seam. Less overlapping, also means the stitch-free garments can be stitched quicker and even reduce fabric waste. Fewer steps are required to make a bonded garment and fewer components are needed to construct some garments.[/bleft]
The stitch-free seaming technologies can even be used complementarily with seamless knitting. While the two technologies are quite different, they can nonetheless be used together. Garments made on seamless knitting machines can be finished using stitch-free technologies to produce an item with no stitching or needle holes.
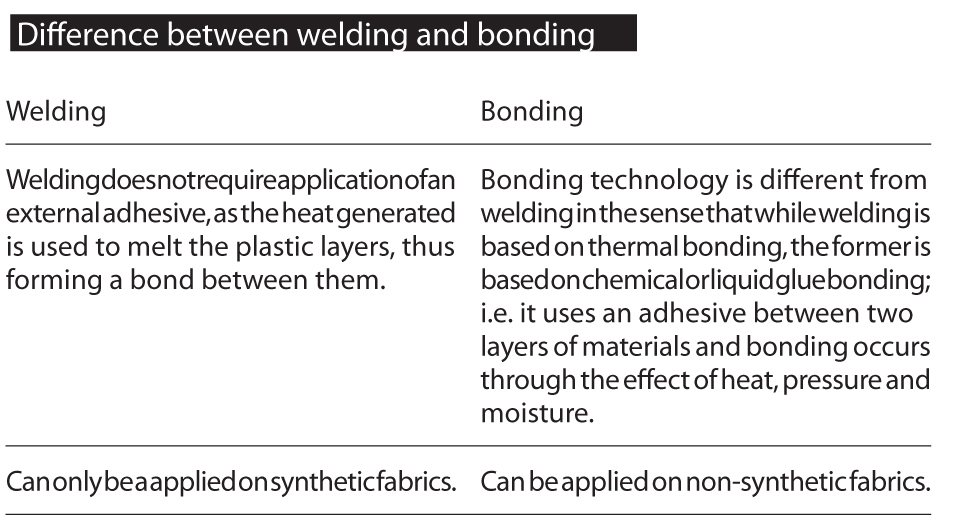
“Stitch-free technology can either be in the form of welding or bonding, which though often quoted as same, are two different concepts. Fabric welding is the process of joining pieces of only synthetic fabrics using heat and pressure, either directly or by application of a tape. Bonding, on the other hand, can be performed on any fabric by placing a heat activated material (adhesive) between them.”
Welding Technology
The term welding refers to the thermal bonding and sealing of seams in knitted, woven, and nonwoven thermoplastic materials without adhesives, chemical binders, staples, needle, or thread. The three principles for welding are heat, speed, and pressure. The precise combination of these principles allows one to achieve a properly welded seam in thermoplastic materials either by point bonding of fabric or continuous sealing of film. The efficiency of welding of a woven fabric is affected by yarn density, thermoplastic content, tightness of weave and uniformity of material thickness while the random orientation of fibres in nonwovens gives them excellent bond strength. In knits, the style and elasticity of construction affect the bond strength. Coated materials are often welded to seal the seams. The nature of coating, film thickness and other substrate properties
are important parameters in such cases.
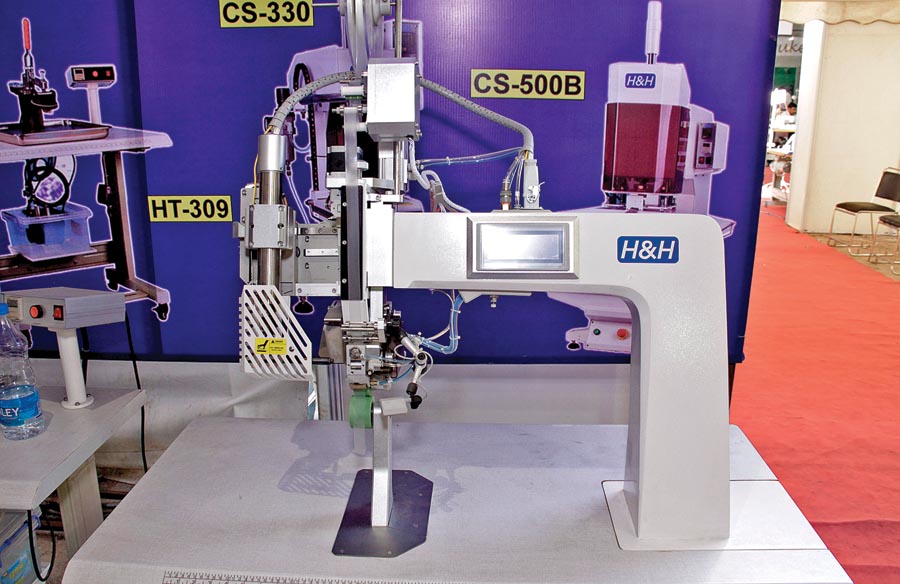
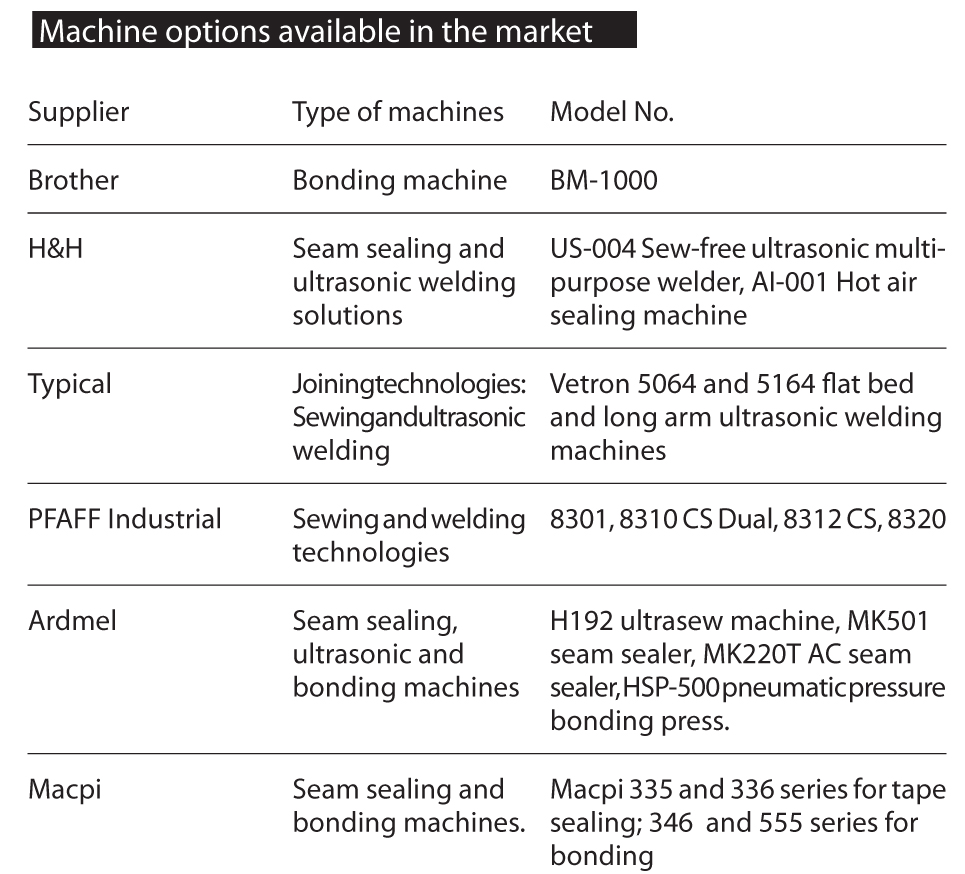
[bleft]There are numerous brands manufacturing welding and bonding machines, like Framis, Nucleus, Branson, Sonotronic, Weldmaster, Ardmel. However, Macpi, Brother, PFAFF are the only high-end bonding/welding solution providers who could penetrate the Indian market. Even the Chinese and the Taiwanese are not behind in this technology, led by Typical and H&H. [/bleft]
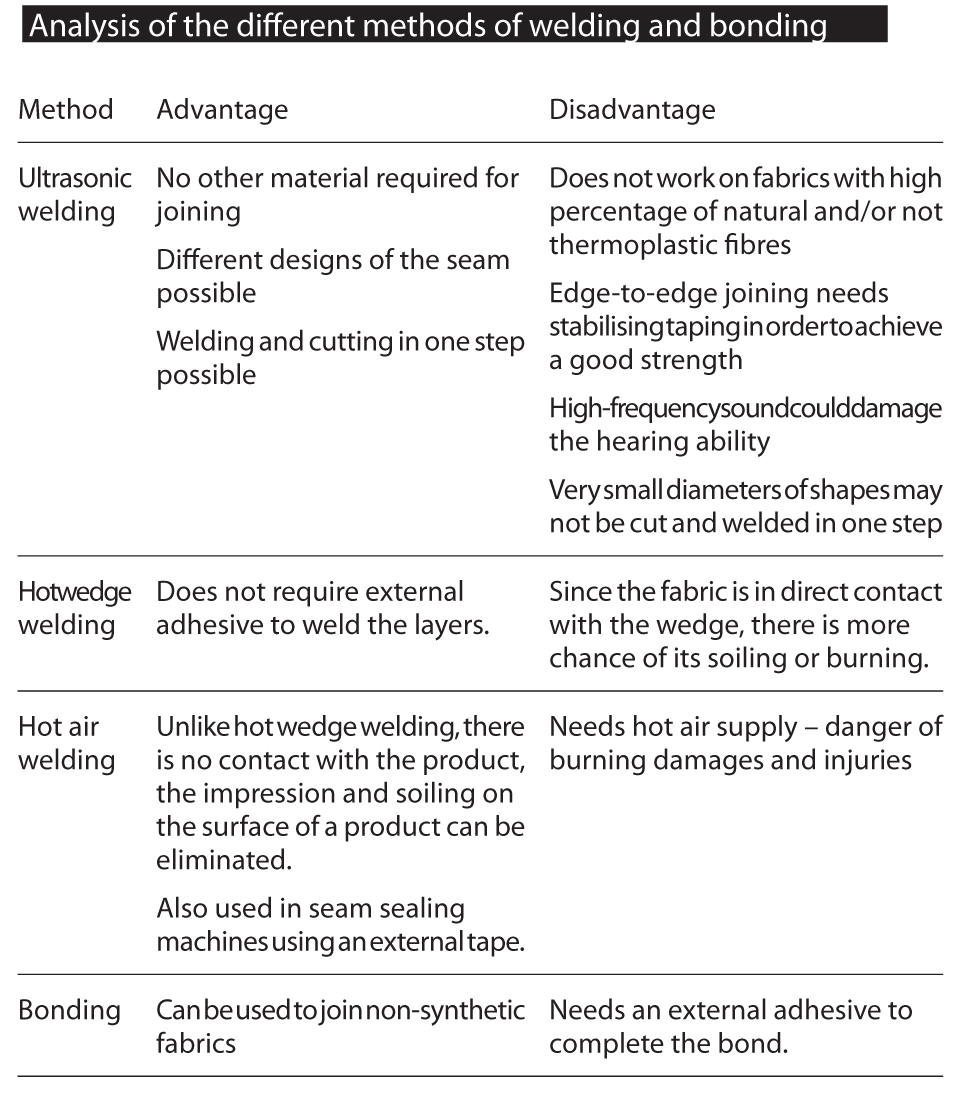
Materials suitable for processing with the welding technique include 100% synthetics such as nylon, polyester, polypropylene, polyethylene, modified acrylics, some vinyl, urethane, film, coated paper, and synthetic blends with 35-50% non-synthetic fibre content. Several methods of generating heat are employed. The most popular methods are hot air welding and hot wedge welding. In hot air welding, a hot air nozzle is used to deliver heat, while in hot wedge welding, a precisely controlled high temperature wedge is injected between two or more layers of thermoplastic material, thus heating the thermoplastic and preparing the two surfaces for molecular bonding. Other methods include ultrasonic welding, laser welding and RF welding. A less common method of bonding is through impact welding techniques.
Usually each heat system can be used in place of the other. However, there are certain applications and scenarios when one heat system may be better than the other. Speed is the amount of time the heat is applied to the thermoplastic material. This is controlled by the rate at which the material passes through the system. Pressure is used to compress the heated thermoplastic materials together during the sealing process to complete the molecular bond between two or more surfaces. Variable air pressure is applied to the weld rollers creating the necessary strength. Driven weld rollers advance the thermoplastic material through the system at a precisely controlled variable speed. Welding produces sealed edges and seams with no stitch holes, thus preventing penetration of chemicals, liquids, blood borne pathogens, or particulates, providing a benefit over conventional stitching methods.
Hot Air Fabric Welding

Hot air welding is primarily used in seam sealing, using a tape, through hot air tape welding machines. Conventional stitched seams have small needle holes; such seams can be sealed and made water and wind proof by taping. Fabrics which have been ultrasonically or laser cut and sealed, can also be taped for reinforcement and a smooth comfortable finish. Typical applications of sealed seams include outdoor gear (skiing, hiking, climbing, marine and fishing gear), sportswear, diving suits, military gear and hazardous material suit.
Seam sealing tape has a thermoplastic adhesive coating on one side. Hot air at precisely controlled temperature is applied to the hot melt adhesive which is activated. In the activated form, the tape is applied on the fabric seam under pressure. On cooling, a strong bond is formed between the tape and the seam which prevents wind or water from penetrating, thus making the assembly waterproof.
[bleft]The stitch-free seaming technologies can even be used with seamless knitting. While the two technologies are quite different, they can nonetheless be used together. Garments made on seamless knitting machines can be finished using stitch-free technologies to produce an item with no stitching.[/bleft]
In this method, a hot air nozzle is used to deliver heat. Since the product does not come in contact with the heating element, the impressions and soiling on the surface of a product can be eliminated. The machine is equipped with a pneumatic tape cutter, a tape feeding system and an electronic temperature control regulator with digital display to allow the monitoring of working temperature. Fabric transport is provided by two rollers, the speed and pressure of the rollers is controlled by specific electronic/pneumatic device and can be adjusted to cope with all different fabric types and thicknesses.
Sealing tape fabric can be woven or nonwoven depending on the requirement. Tapes can be made of a single, double or triple layer. Tapes are attached by pressure sensitive adhesives which are either rubber or acrylic-based, solvent based heat activated or fire-retardant.
PFAFF 8306 is an ideal example of such machines. The machine is appropriate to all standard tape welding operations, and maintains an even and constant temperature profile. The machine ensures reliable sealing of cross seams due to the penetration depth adjustment of the top feed roller and separate roller pressure adjustment. Nozzle rises with the top roller. The machine can weld at a maximum speed of 20m/min. and the welding temperature of up to 700 degree centigrade. The upped feed roller can be lifted by 30 mm for seam sealing of thick and puff materials. As a standard, the machine is equipped with a tape cutter, and an automatic reverse motion function when stopping within seam without tape cutting.
AI-001 from H&H is another hot air tape sealing machine with a 3D electronic nozzle positioning system, a differential speed top/bottom roller, and can perform seam sealing at variable speed. Emphasis has been given on the ergonomics to make the machine more user-friendly, also a multi-language support on the touch panel.
Macpi 335.42 is based on the same technology and is an edge bending machine for hemming a multi-layer shaped fabric with different thickness such as bra cups and similar products after the application of bi-adhesive film with fabric trimming. The machine comes with a upper, front and side heating system with temperature control. For the comfort of the user, the workstation is reclining with adjustable height.
[bleft]Fabric welding is the process of joining pieces of only synthetic fabrics using heat and pressure, either directly or by application of a tape. Bonding, on the other hand, can be performed on any fabric by placing a heat activated material (adhesive) between them.[/bleft]
MACPI 336.61 is the seam sealing machine for tri-dimensional taping. It is a seam sealing machine with motorized swinging arm. The machine is suitable for any tight curves or 3D shapes. Motorized bottom wheel is provided with differential control. The unit is equipped with front tape cutter or, upon request, with hot guide, metering device, touch screen control for parameters setting. The machine gives high saving in air consumption thanks to a special designed heating system.
MACPI 336.36 is an automatic unit for water-proof seam preparation suitable for soft-shell application. The special machine design allows in a single passage the cauterization of the fleece (or outer fabric), the edge fabric trimming and the lay-down of an adhesive strip. The machine is complete with differential control and touch screen for working cycle setting.
Framis’s Noso MX 212(tape has to be applied previously); MK501, MK901,and MK220T-AC from Ardmel; 336.59 from Macpi.
Hot air can also be used for sealing a seam without using the tape. Most hot wedge fabric welding machines, discussed later in the article, can also be customized to use hot air instead for welding. PFAFF 8320, is an ideal example of such machines.
Hot Wedge Fabric Welding
In hot wedge welding, a small metal wedge is used to deliver heat to the fabric immediately before it passes between the drive wheels where pressure is applied to seal the fabric together.
PFAFF 8320-010 is a highly sophisticated programmable fabric joining hot wedge welding equipment. Equipped with a touch screen, it allows electronic control of all parameters with 100% accuracy. An integrated control board monitors the sealing temperature, air volume, sealing power and the two motors for controlling the speed of the top and bottom rollers. Proportional valves enable the dynamic adjustment of air volume and sealing power while two precision-controlled motors enable a very accurate differential feed. A revolutionary new two-axis engaging system allows the wedge to be adjusted accurately without tools.
The PFAFF 8320 series machines feature the option of interchanging the wedge with hot air, the nozzle or wedge can be very accurately adjusted without tools by using a compound slide rest.
The bottom post holder can be turned over 180° as desired. The stand height is adjustable with a crank the working height can be adjusted exactly to suit the application.
Welding technologies, hot air or hot wedge, produce the same desired result. Usually, each heat system can be used in place of the other. However, there are certain applications and materials when one heat system may be better than the other. The hot air welding is a faster welding process than the hot wedge welding. When the seaming process is interrupted for a short while, the heat in the wedge builds up and when the fabric is again put in for seaming, it can sometimes burn the fabric at the initiating point itself. When using hot air welding, there is no such problem of heat build-up. As the wedge welding uses metal to deliver heat, some or the other types of contamination like dirt or melted coating bits, sometimes block the heat transfer, thus resulting in its non-uniformity. Hot air welders use air to deliver heat and so results in uniform heat transfer. Surface irregularities of fabric, such as a cross seam, raise the wedge as it goes over the irregularity, hampering the quality of welding which is not in the case of hot air welding as air is not rigid and flows over the surface irregularities. However, wedge welding consumes less power and relatively produces less noise when compared to the airflow sounds coming out from hot air welders. Also, hot wedge creates a durable thermoplastic joint, together with low fume emission when welding PVC (compared to welding PVC by hot air).
Ultrasonic Welding
 Welding with ultrasonic technology is probably the most diverse of the applications; under this technology ultrasonic energy is used to seal, slit, form and convert textiles into garments or other products. It can be used for: disposable protective clothing, covers and cloths from the medical sector, filters, roller binds, lingerie and outdoor garments. An ultrasonic welding system contains a power supply which takes line power at 50-60 cycles and changes it to high ultrasonic frequency at 20,000 cycles/sec, while a converter containing piezoelectric crystals dissipates the incoming electrical signal into mechanical vibrations with the same frequency. These mechanical vibrations, applied to fabric under pressure are absorbed and reflected at the interface. This vibration energy is delivered to the fabric or film with the help of a horn. The horns having a maximum width of about 25 cm are made of titanium with a carbide coating. The resulting molecular and interfacial friction produces heat which causes the material to soften and adjacent layers to fuse. When equipped with a cutting edge, the anvil, a backup part used to support the work piece, cuts and seals the edges at the same time. Advantages of this thread-less sewing technique include speed, width of seam (up to 5 mm), versatility of material movement (left, right; mechanical or electronic), programming and cutting, sealing, decorative seam crimping and welding in one step.
Welding with ultrasonic technology is probably the most diverse of the applications; under this technology ultrasonic energy is used to seal, slit, form and convert textiles into garments or other products. It can be used for: disposable protective clothing, covers and cloths from the medical sector, filters, roller binds, lingerie and outdoor garments. An ultrasonic welding system contains a power supply which takes line power at 50-60 cycles and changes it to high ultrasonic frequency at 20,000 cycles/sec, while a converter containing piezoelectric crystals dissipates the incoming electrical signal into mechanical vibrations with the same frequency. These mechanical vibrations, applied to fabric under pressure are absorbed and reflected at the interface. This vibration energy is delivered to the fabric or film with the help of a horn. The horns having a maximum width of about 25 cm are made of titanium with a carbide coating. The resulting molecular and interfacial friction produces heat which causes the material to soften and adjacent layers to fuse. When equipped with a cutting edge, the anvil, a backup part used to support the work piece, cuts and seals the edges at the same time. Advantages of this thread-less sewing technique include speed, width of seam (up to 5 mm), versatility of material movement (left, right; mechanical or electronic), programming and cutting, sealing, decorative seam crimping and welding in one step.
Plunge Welding
 Plunge welding or cutting is a batch process in which the material is placed over a fixed anvil and the horn descends on it and fuses the layers together in the seam design of the stationary anvil. Cutting and sealing of edges occur simultaneously. Tapes and eye shields are attached to a surgical face mask and ties are attached to a nonwoven medical gown, all using the plunge welding technique. Other applications include punching of buttonholes, bra straps, darts, buckles, collar stays, belt loops and zipper stops.
Plunge welding or cutting is a batch process in which the material is placed over a fixed anvil and the horn descends on it and fuses the layers together in the seam design of the stationary anvil. Cutting and sealing of edges occur simultaneously. Tapes and eye shields are attached to a surgical face mask and ties are attached to a nonwoven medical gown, all using the plunge welding technique. Other applications include punching of buttonholes, bra straps, darts, buckles, collar stays, belt loops and zipper stops.
Welding can be performed for long hours by use of these machines as they are similar to sewing machines. Feed off the arm machines equipped with a cylindrical bed, a rotary stitch anvil and an ultrasonic system above the wheel are used for making tubular parts, such as sleeves, pant legs or continuous tubes. The fabric is fed through a folder beneath a stationary horn to give a lapped seam or a double felled seam. Stitch patterns produced by an etched anvil include solid lines, dots, single stitch, double stitch, zigzag, slant, rope, serpentine, and flower and leaf patterns. Ultrasonic produces smooth, durable, and clean edges with no discolouration of the fabric. There is no warm-up time before operation, and no scope of smoke or burned plastic leftover.
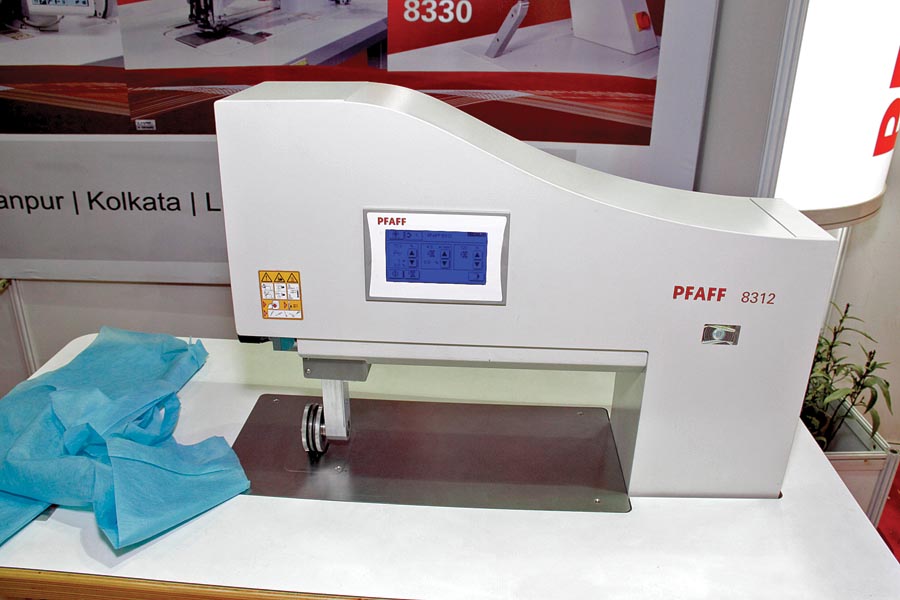
PFAFF 8312 is an ultrasonic welding machine with rotating sonotrode. The work piece is fixed between hardened steel sonotrode, and anvil wheel is welded continuously under pressure. There are two differentiable drives for sonotrode and anvil roll. The welding and cutting is performed in one operation. The machine gives smooth, non-distorted seams due to the differential feed. One can easily change the design of the seam by simply changing the anvil wheel. Seem width of 1 to 10 mm can be bonded with the max speed of up to 20m/min.
The H192 from Ardmel is used specifically in threadless technology. The machine was awarded “Queens Award in Innovation” and is unique to any other ultrasonic welding equipment. Garment seams and curves are easily created giving more versatility than the average wheel machine. The attachments are specially designed to enable operator to use this machine on all types of materials including cotton blends and stretch materials. The machine is ideal for creating underwear, sportswear, medical gowns, rucksacks, bags, and even outerwear. There is a microprocessor control with a HMI screen operator interface. Capable of handling all types of materials with synthetic content, stretch materials, laminated and coated materials, fleece and soft shell fabrics, non-woven, cotton blends, etc.
Vetron 5064 and 5164 from Typical is another flat bed and long arm ultrasonic welding machine.
Above mentioned are the most popular methods of welding. However, welding can also be performed via Laser, Radio Frequency and Impact method, which are not much prevalent in the garment industry.
Bonding Technology
 While welding is based on thermal joining, the bonding technology is based on chemical or liquid glue bonding. It uses an adhesive between two layers of materials and bonding occurs through the effect of heat, pressure and moisture. Depending on the type of textile to be welded, different types of adhesives such as hot melt adhesives or spray glues are used. This technology is also used to seal the insertion holes made by the needles. Applications are mainly in medical use garments, protective clothing and sportswear.
While welding is based on thermal joining, the bonding technology is based on chemical or liquid glue bonding. It uses an adhesive between two layers of materials and bonding occurs through the effect of heat, pressure and moisture. Depending on the type of textile to be welded, different types of adhesives such as hot melt adhesives or spray glues are used. This technology is also used to seal the insertion holes made by the needles. Applications are mainly in medical use garments, protective clothing and sportswear.
The adhesive used in bonding are mainly heat melted adhesives, known as TPA (Thermo Plastic Adhesives). Depending on the fabric type and fibre characteristic, different types of TPA’s are used for the bonding purpose. For example, to bond nylon fabrics Modified Polyamides are used, which has the same monomer units like the Nylon. In the same way modified polyester adhesives are used for the polyester fabrics. These melted adhesives are flooded through the yarns of the fabric and solidifies when cooling process is done. After a certain time those adhesives are crystallized and makes a web among the fibre of the yarns.
BM-1000 from Brother, which was premiered at the recently held GTE, boasts of being the world’s first bonding system, applying the original developed glue and pressing in just one process. The glue stretches flexibly and the bond so formed is 1.5 times stronger than tape system. The glue has a property of not peeling off by reheating and maintains the quality durance of finished products. This Oeko-Tex certified machine is very operator-friendly with its construction similar to that of a sewing machine, realizing high productivity.
The above mentioned machine is an example of rotary bonding machine, where the fabric moves continuously through the machine while it is being bonded. If one includes, stamping type machines, Macpi’s 346 and 555 series are also used in various bonding applications such as pocket attaching, side seam attaching.
Despite the discussed advantages of bonding over sewing, the technology is still in its nascent stage with its own set of limitations. First of all, bonding does not work on silicone wash fabrics as the silicone (water repellent) finish makes the bonding a difficult process due to its chemical property not matching to that of glue. Secondly, there is no scope of alteration in bonded/welded garments. Also, the machines used for the purpose are expensive and slow. These factors have limited the use of bonding in garments. However, a host of leading brands in the lingerie and performance apparel market use welding technology in their product ranges. These include Adidas, Arc’Teryx, Fila, Helly Hansen, Nike, O’Neill, Patagonia and Victoria’s Secrets. Yet, the use of this technology in day-to-day wear is almost non-existent.







