Under the reign of Industry 4.0, or the Fourth Industrial Revolution, factories embrace contemporary automation and technologies for data exchange. This cyber-physical system, also dubbed as M2M (Machine to Machine) communication, is used by machines to communicate and cooperate with each other and with humans in real time, to record and monitor data pertaining to machine’s behaviour. The data is assessed for recommendations for optimizing the process, chalking out predictive maintenance plans and eventually create intelligent networks along with the entire value chain that can control each other autonomously. It was only a matter of time before the Industry 4.0 wave hit the apparel manufacturing machinery. Advanced CAD/CAM solutions have already touched the M2M communication frontier and there are sewing machines that can be monitored through mobile phone online apps. In this article, Team StitchWorld assesses how far the Industry 4.0 innovations have materialised for knitting machines.
Network communication interface through intelligent management software for efficient and continuous running of machines with least human intervention has laid the foundation for stateof-the-art knitting machines. MEMMINGER-IRO, the premier German knitting accessories manufacturer, pioneered the revolution with MEMMINGER NETWORKER MONITORING SYSTEM.
The NETWORKER MONITORING SYSTEM is a complete system to control production and programming of the machine parameters. This package comprises of NETWORKER MONITORING SOFTWARE which collects data from the machines, shows real time status, stores information in a data base, offers different statistical views, handles different styles and supports production management. The NETWORKER Control Unit is a touch panel which is easy to connect to all types and brands of machines. The software is an independent platform and can be retrofitted to circular knitting machines of any make.
| Figure 1: From Industry 1.0 to Industry 4.0 (Source: German Research Centre for Artificial Intelligence) |
| First Industrial Revolution Introduction of mechanical production facilities with the help of water and steam power. |
| Second Industrial Revolution Introduction of division of labour and mass production with the help of electrical energy. |
| Third Industrial Revolution Use of electronic and IT systems that further automate production. |
| Fourth Industrial Revolution Use of cyber-physical systems. |
“The concept is new for India. NETWORKER registered its first trial run installation in India three months ago at Pathi Knits, a Tirupur-based factory, and the second one was concluded a month ago at Vallai Textile Mills, a factory just outside Tirupur. Our customers are using the live data reported to develop production reports, make accurate projections about order completion and monitor the downtime and idle time of the machines,” shares Saurabh Bihani, Administrative Manager, Rajasthan International – the dealers for MEMMINGER-IRO in India.
The records maintained are so precise that users can trace in which revolution of the fabric roll any event or malfunction occurred, including the reference of order and corresponding fabric number. Moreover, tolerances can be defined for yarn consumption, knitting speed and takedown percentage of the machine. Calibrating the actual performance of the machine and output against these tolerances, the NETWORKER generates production history of each machine, against its status – run, stop, error, speed and revolution counter, takedown, etc. These reports indicate which settings of the machine need to be reset for optimizing the knitting process.

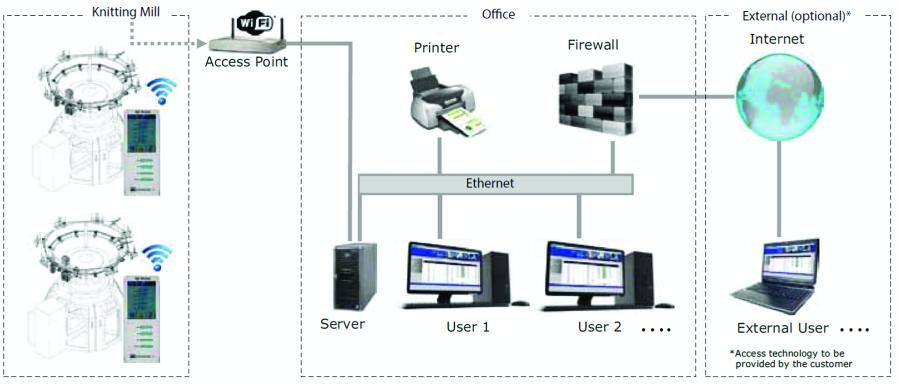
Each machine which should be connected to the network needs one control unit. The control unit can be connected to the network via Wi-Fi. Each control unit has its own IP address which can receive and transmit information. All information, coming from the machine is collected in the control unit and is then sent from there via an access point to a PC server. The database of machines and web server is installed on the PC server. It takes about five hours per machine to sync the hardware and the software. If the PC server has a Public IP address, it is possible to view the data from anywhere in the world via using a standard internet browser.
ProFab Network, by Germany-based Texion Software Solutions, is another retrofitting solution catering to the M2M premise for flat knitting machines. All functional software modules are configured to customers’ applications, and before production starts all parameters relevant to the production process (machine fitting, shopfloor layouts) are logged. This can also be executed while production is going on. The ProFab Network is an assortment of three software sub-packages – ProFab designmanager (for transfer of design pattern and article data), ProFab machinemanager (for logging and evaluation of production data) and ProFab jobmanager (for production job planning). Out of these, ProFab machinemanager performs the M2M function. It provides an analysis of production data, delivering detailed protocols per shift, per day and per machine. Changing events are highlighted as they happen according to criteria such as efficiency, machine utilization levels, average RPM, standstill, and error frequency. The design patterns or machines liable for error are identified, and ProFab jobmanager is responsible for monitoring job progress and production deadline to help plan for maximum machine productivity.
While companies like MEMMINGER and Texion are catering to knitting machineries of all brands, few knitting machinery manufacturers have developed proprietary solutions that allow their machines to communicate. STOLL, Fukuhara and SHIMA SEIKI are frontrunners in this segment.

STOLL Machine Management Tools (composed of STOLLKNIT REPORT®2, Order Management Software and communication tools) is one such proprietary software package from the house of STOLL – the European flat knitting machinery manufacturer, meant specifically for STOLL machines. Like all other M2M setups, through the cooperation of STOLLKNIT REPORT®2, Order Management Software and communication tools like Remote Control VNC Viewer and e-mail client, the package is designed to make the knitting process more transparent, more productive and thus, at the end, more cost-effective. STOLL-KNIT REPORT®2 monitors the machine pool and the data can be accessed via a tablet or smartphone or any PC over the internet. The software is designed to create a database of downtimes, machine status, stop motions, productivity and pattern statistics. Beyond these variables, users can edit the software to incorporate other KPIs. The Order Management Software generates electronic routing cards (for example, via an ERP system) containing the required production specifications. With these cards, the work progress is followed up and controlled via the network.
Fukuhara, a Japanese circular knitting machinery premier – offers Fukuhara Monitoring System (FMS). FMS is on the lines of M2M communication, however, the machines are connected over LAN (wired or wireless) to a computer server. Operating conditions of each machine in the factory can be closely monitored on a PC screen using the LAN connection. Being connected over LAN, the machine data on the PC server does not enjoy the same accessibility (in terms of devices as well as remote access) as the software options from Fukuhara’s competitors do.
SHIMA SEIKI, a Japanese pioneer of flat knitting machinery, is providing proprietary hardware and software packages that enable SHIMA SEIKI machines to be smart. Known as Shima Network Solutions, this package can be customized according to the specific needs of the factory. Production data sent from SHIMA SEIKI knitting machines connected to a factory network is collected onto a database. The data is then used to monitor production conditions for each knitting machine. Shima Network Solutions can also summarize the data and output reports automatically for purposes of improving the production process. Knitting machine model, gauge and machine number can be registered automatically, and network connections for knitting machines can also be checked through this technology. “We have a very few number of users in India as yet. The reason is small setups, and such a technology loses relevance in such a setup,” shares Ashwani Behl, President, Janaksons International – the agents of SHIMA SEIKI in India. These users of the software access their machines from anywhere on the globe, and some are even developing maintenance plans. The time required to set up Shima Network Solutions for a single machine ranges from 1 to 2 hours.
The software is available in two variants – SPR2 Basic (for connecting up to 250 knitting machines) and SPR2 Premium (for connecting up to 1,000 machines). SPR2 Basic allows monitoring of the production conditions and output production data at the end of a work shift or at pre-set intervals. In addition to the functions featured in SPR2 Basic, SPR2 Premium allows summary of production data for completed periods. Such specific data as production efficiency for machine model and gauge, or variances in productivity by knitting data or work shifts can be analysed by converting data into graphs. This version is ideal for planning improvements in productivity or evaluating the effectiveness of capital investments. Production data can be shared within production management systems and ERP (Enterprise Resource Planning) systems, allowing progress updates for each order as well as managing raw materials orders and delivery of products.
Conclusion
The knitting machines have embarked on the next phase of evolution as the machines can now communicate the production data and point out what is wrong with the machine or what can go wrong based on the relevant KPIs. Some players have even gone ahead to develop advanced solutions to pre-empt the flaws and repair the shortcomings. However, utilities like developing a maintenance plan are yet to be achieved by the industry.







