
The airbag market chain (from fibre to module, ready to install) has seen a phenomenal growth worldwide in recent years – from $800 million in 1990 to $12 billion in 2000. According to a recent news, TATA Motors, a leading manufacturer of automobiles in India, has approached Autoliv, the largest manufacturer of airbags in the world, to develop an airbag nominally priced at $10 for its new car Nano, which will be compliant to the international safety standards. This would be the cheapest airbag in the world, which are usually priced at minimum $150. The company plans to place these airbags in the two deluxe variants of Nano.
An Airbag is an automotive safety restraint system that has gained significant importance within the last decade.
A forecast by a leading airbag manufacturer predicts a demand of 325 million airbags by 2012, up from 202 million sold in 2006. The US market alone is geared up to cross the magic figure of 100 million – nearly doubling its consumption of 57.6 million for a similar period. Another research by Tier One reveals that in the year 2006, Europe was the largest consumer of airbags at 80 million pcs, with USA second (57.6 million pcs) and Asia Pacific a close third with 44.5 million pcs; currently the fastest growing market for this product.
Come 2010 and Indian car manufacturers will need to fit airbags in all cars. The findings of a recently conducted research reveals that by the year 2012, there will be 4.2 million vehicles produced in India, creating a minimum airbag market of the same quantity. Accordingly, world leaders in the sector, such as Autoliv, TRW and KSS have already gone ahead and set up airbag assembling plants. Also, once airbags become mandatory, it is expected to enhance the use of nylon industrial yarn, something the local textile industry will be looking forward to.
Airbag Design
Airbag is a big and potential market that is expected to show continued growth with more and more people opting for their safety and also emphasising on their vehicle’s safety. As a result, automakers are coming up with more ways to use airbags. Today airbags are primarily targeted for driving side, side impact, passenger side, and sometimes also as curtain airbags. All these are usually patented designs of car manufacturers, developed in their inhouse R&D departments, and executed by automotive accessory manufacturers.
Evergrowing safety and concern of the passengers is encouraging manufacturers to be more creative: new positions have been found for the airbag – in the back seat, to cushion the knees, to support the lower back, and getting it mounted in the roof. Future expansion opportunities for airbags include the motorcycles, trucks, airplanes and buses. To make the vehicles safer for driving, certain other prime positions like door panels, roofs (for crashing windshield) and facing rear seats have been suggested in addition to driver’s airbag and passengers side airbag.
Toyota Motor Corp. has announced that its 2008 Lexus LX 570 SUV will come with 10 airbags as standard equipment – the most available in any vehicle from any automaker. Across the industry, an increasing number of companies are offering up to 8 airbags in many of their models, including BMW, Hyundai, Mercedes-Benz and Volkswagen. Two-thirds of Ford vehicles will offer side air curtains as a standard by the end of this year.
Interestingly, the automakers are doing research on the possibility of placing airbags outside the vehicles to protect pedestrians. In 2001, Ford displayed an over-the-head airbag just above the bumper, spanning the area between the head lamps, and extending from the top of the bumper to several inches above the hood surface. It also showed off an airbag system that offers head protection for a secondary impact, so that when the pedestrian is thrown over the hood towards the base of the windshield, he could be protected from critical hard points, like windshield wiper mounts and hood mounts.
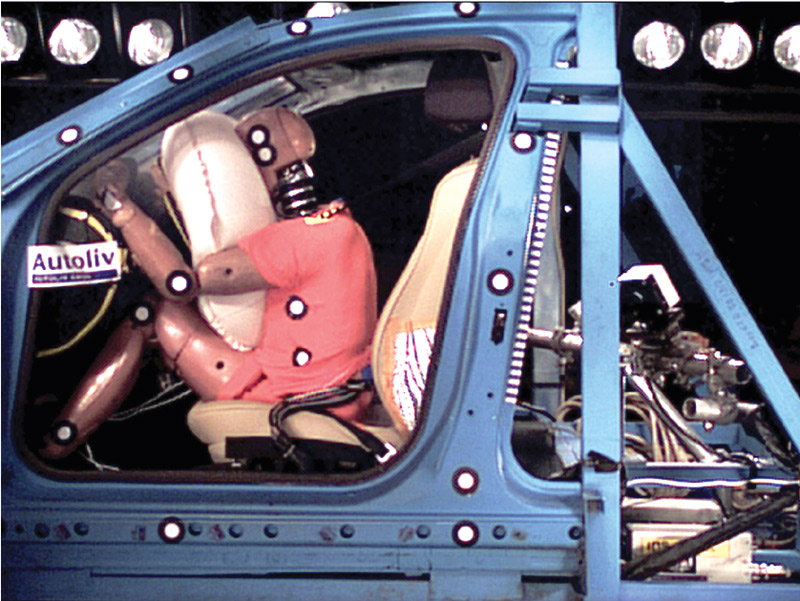
Generally, smaller airbags are preferred by the automobile industry based on the concept of a revolutionary airbag designed to fit inside a shirt pocket conceived by accessing the fabric and seams of a normal airbag in a wind tunnel. However, a lot of testing is done before the optimum design is achieved. Several reality tests are conducted with the help of dummies, and also through computer simulations to test the probability of injury to the passenger in the vehicle upon its impact with the inflated airbag. Some designs fail the test; they are either considered too dangerous or ineffective. Only approved designs move ahead to the next stage.

Fabric for Airbags: Polyester, the Future Choice for Airbags
The main requirements for an airbag fabric are high strength, heat stability, good aging characteristics, energy absorption, coating adhesion and functionality in extremely hot and cold conditions. The most widely used yarn in the airbag market is nylon 6.6 yarn ranging from 420 to 840 denier. Polyester, which has good dimensional stability even in humid environment, is also gaining popularity. Nylon 6.6 offers an excellent choice to airbag manufacturers due to its properties such as high strength-to-weight ratio, good chemical and thermal stability, durability, fine drape, resistance to abrasion and high flexibility. Today, Dupont, Allied Signal, Akzo and Toray are the major fibre suppliers of airbags.
Besides having good resistance to UV light and aging, the fabric for airbag also needs to have a minimum resistance of up to 190 degree centigrade to heat. Reduced fabric thickness and low fabric weight are an essential requisite for an improved flexibility and pack height. Another condition that needs to be met is high tenacity in warp and weft direction to enable a good seam integrity, specially during sudden inflating action. Also, to cater to its basic function, the fabric must have low and very even air permeability and precisely controlled gas permeability.
Fabric used for passenger airbag is normally uncoated as they are larger in size and so develop lower gas pressure, have longer inflation times, and contain gas that is cooler. Also, the uncoated fabric is heavier than coated so as to retain the gas during inflation, and is stiffer and thicker.
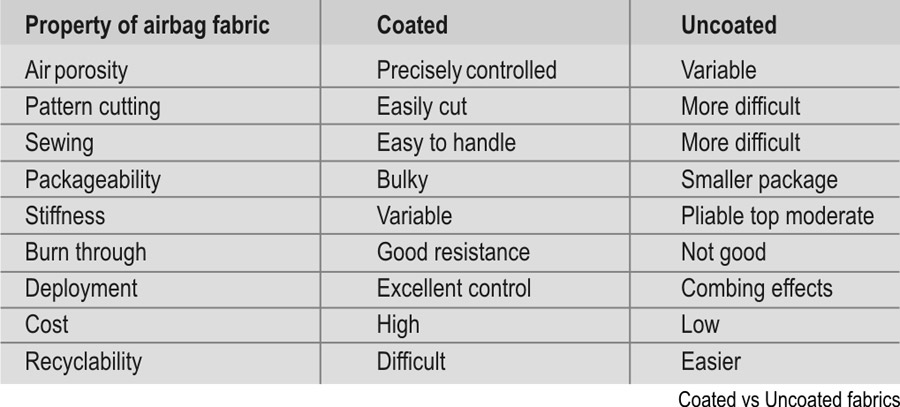 Generally, airbag fabrics are woven on rapier weaving machines that run at about 400 picks per minute, or air jet looms that deliver 600 picks per minute. Silicon is increasingly being chosen for coating more and more airbags as it outperforms Neoprene in many areas. The typical weight of the uncoated fabric is 150 gm/m2 and the coating adds 70 – 80 gm/m2. In processing, the Silicon elastomer is applied as a single coat by blade application. The fabric is held under tension and passed through an oven to induce polymerisation.
Generally, airbag fabrics are woven on rapier weaving machines that run at about 400 picks per minute, or air jet looms that deliver 600 picks per minute. Silicon is increasingly being chosen for coating more and more airbags as it outperforms Neoprene in many areas. The typical weight of the uncoated fabric is 150 gm/m2 and the coating adds 70 – 80 gm/m2. In processing, the Silicon elastomer is applied as a single coat by blade application. The fabric is held under tension and passed through an oven to induce polymerisation.
QualityTesting
General Motors introduced the first airbags in the early 1970s in the US. Subsequently, in the year 1984, the Department Of Transportation (DOT) in USA implemented the Federal Motor Vehicle Safety Standards (FMVSS) 208.
One of the unique characteristics of the airbag market is the potential legal liability that may lead to lawsuits for failure or injuries incurred. As a result the product has very demanding testing requirements to check for its physical, chemical, environmental properties and grading. Since there are only a few established industry standards, organisations such as American Society for Testing and Material (ASTM), the Society of Automotive Engineers (SAE) and the Automotive Occupant Restraints Council (AORC) are working on standardizing the various specifications and the test methods. The airbags themselves are inspected for fabric and seam imperfections and then tested for leaks.

Spreading and Cutting
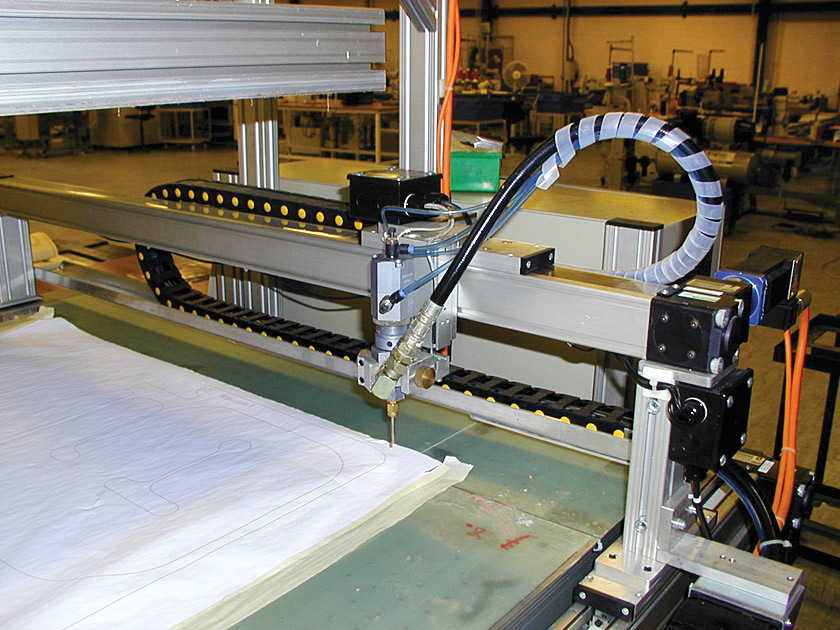
The fabric to be used for making airbags is cut into panels by laser. This technique is fast and accurate; it fuses the edges of the fabric to prevent fraying and reduces cost by eliminating cutting dies. FocusAirbag OPW from Lectra is an innovative laser-cutting solution, dedicated to the production of One Piece Woven (OPW) airbags. It optimises manufacturing processes to guarantee increased productivity and substantial material savings. The new operating software provides a more effective tool path, and traceability is ensured through detailed activity reports. The solution’s new vision system automatically scans and analyses the material, taking account of the geometry of the components, the position of the airbag, and any possible distortions.
KL 405 CNC-Cutting Unit from KSL is a free programmable CNC-Laser-Cutting Unit with a stitching area of 600 x 600 to 4.000 x 4.000 mm. The laser cutting head can be lifted for a direct path programming. It offers reproducibility of the cutting process.

9742-DCS01-A/O from Brother is an automatic Punch – Cut -Sealing System for synthetic webbing materials. The machine combines several operations into one automatic system and is designed to automatically feed length from a roll. It punches and seals holes and cuts as per the required length, thus totally eliminating the need to pre-cut synthetic webbing reinforcement pieces for airbags, canvas luggage, back packs and other similar products. The materials for which the machine can be used include nylon and synthetic ‘poly’ blend webbing with a standard size of 1” for webbing. Standard hole size is 6.4 mm (1/4”) with optional diameters available and a carbide male/female die set type of punching. The knife and sealing is heat type.
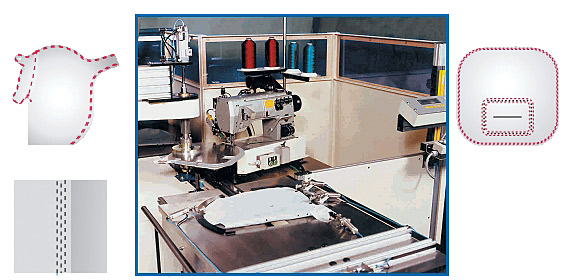
Sewing of Airbags
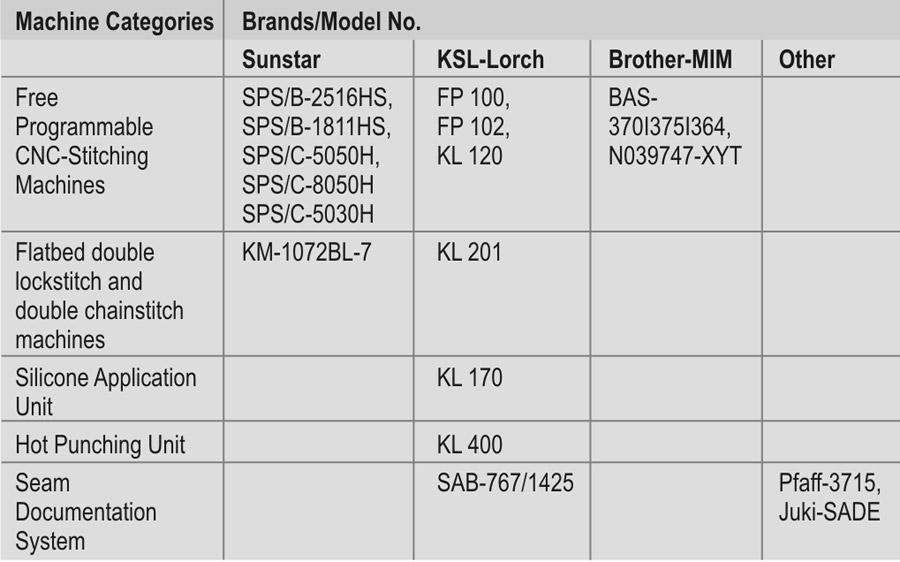
Sewing of cut components involve mainly two types of sewing machines; Free Programmable CNC-Stitching Unit, and flatbed double lockstitch machines and/or flatbed double chainstitch machines. For PAB/SAB there is one important sewing requirement for car seat cover to enable airbag burst open through seams; seam Documentation System is used for such seams in car seat cover sewing. Apart from sewing, there are silicone application unit, hot punching unit, etc.

Free Programmable CNC-Stitching Machines
These machines are of three types. In the first type the machine head is fixed and material moved in x- and y- direction, keeping the needle steady all this time. In the second type, the stitching head moves into x- and y- direction while the material is fixed in a template. In the third type, the stitching head moves into x-direction and rotates by 360° while the material moves into y-direction. The stitching area varies from 600 x 600 mm to 3.500 x 600 mm. The double shuttle hook and double-capacity bobbin is adopted, preventing the bobbin from being frequently exchanged.
Variety of shapes (up to 691 patterns) can be programmed with a maximum number of 20,000 – 360,000 stitches per pattern. The machine runs at approximately 2000 – 3600 spm and is designed to easily feed the sewing fabric by simply and efficiently setting the feeding frame mechanism with the maximum raising amount of 30 mm and stitch length of 0.1~12.7 mm.
 KSL
KSL
FP 100 from KSL enables easy movement of the material both into x- and y-direction, keeping the needle steady all this time. It is used for manufacturing of driver, passenger and side airbags as well as special design bags, such as knee bags, etc. FP 102 enables the stitching head to move into x-direction and rotate by 360° while the material moves into y-direction. It has an automatic template exchange system for overlapped proceeding. The KL 203 stitching head moves into x- and y- direction while the material is fixed in a template and is used for manufacturing of sheath, tear seams and special applications.

Sunstar
SPS/A(B)-2516 series from Sunstar offers stitch length of less than 3 mm and accurate x and y feeding. The fabric feed table and machine table is united so that the worker can assist the next sewing task while operating the machine. SPS/E-5050, 8050 H series, has space on the lower space of the body and a head rising device, the loading of large sewing materials becomes easier. By employing air cushion-embedded cylinder and stable equal-load LM guide, the 50 mm working space for heavy fabric sewing is acquired, and multi-purpose tasks are easily carried out. Since the height of the presser foot can be adjusted to 0.5 ~ 5mm, it easily sews stepped sewing materials. In SPS/A-5030/3020/7030 series X feed frame is made with the durable and light aluminium material, and is designed to change the palette clamping location to make the production process easier. The machine is designed to easily attach/detach the pallet when it comes to car airbag production thereby enhancing productivity. KM-1070BLX-7 Series performs operations pneumatically where the pneumatic table enables easy bobbin replacement. The machine also has an auto oiling mode.

Brother
N039747-XYT series from Brother (MIM Industries) is a multi-axis (x-y Theta) sewing system with advanced pre-loading for one or two needle perimeter sewing and attaching of irregular shaped pieces. It is capable of sewing pieces requiring lockstitch, chainstitch or overlock stitch types in a one or two needle requirement. Parallel stitching of stitch rows is easily achieved for two needle or overlock applications. The series also has an optical light curtain for safety operation, an electric adjustable setting of machine working height, and can be customized to meet a wide range of sewing applications, sizes, and requirements. The LS series Driver side Airbag Automatic Rotary Sewing System for inflator, tether panels heat shield and reinforcements is designed to automatically sew the circular stitching of driver side airbags such as heat shields, inflator sections & reinforcements and front panel tether reinforcements. An optional upper retractable locating system is available which allows for locating reinforcements and panel work pieces that cannot have any form of opening or hole. BAS-370I375I364 electronic programmable sewing machine is economically efficient with minimal operator movement with left/ right offloading tables, retractable locating pin system, an air operated pallet and a dual pallet fixture operation for maximum production and efficiency. The machine has a programmable presser foot height adjustment option during sewing, a large rotary hook, a programmable secondary thread tension, heavy duty thread trimmer, a thread breakage detector and automatic needle reversing for maximum clearance.

Flatbed Double Lockstitch and Double Chainstitch Machines
These are flat bed double needle lockstitch or chainstitch with unison or alternating top feed mechanism. KL 201 from KSL Perimeter Stitching Unit from KSL has both double lockstitch and double chain stitch versions and comes with a stitching top. It is equipped with a feeding station and a material withdrawal device. Stitching diameter varies from 400 mm to 1000 mm. These machines are used for closing of round and oval driver and passenger airbags with open material edge. KL 120 comes with additional “Polaris or polar axis system” for assembly seams as in asymmetrical airbags. Both versions of double lockstitch or double chain come with a stitching top and are equipped with feeding stations and material withdrawal device. The diameter of stitching varies from 380 mm to 1000 mm.
Silicone Application Unit
KL 170 from KSL has a CNC system for precise silicone application: it is used in airbag manufacturing to apply a defined silicone layer onto airbag fabric. This programmable silicone application unit comes in modular designed machines in single or double field design. It has a standard glueing area of 600 x 2.500 mm which can vary upon customer request. The machine has a movable silicone application head, which can be lifted for direct path programming, and offers spacious templates for complex tasks. The vacuum system helps in exact positioning of both material layers. This reproducing ability of the application meets the highest quality demands. It does automatic feeding/ monitoring for airbag material and the overlapped procedure during the glueing process. It is simple to convert the vacuum station for other airbags.
Hot Punching Unit
KL 400 from KSL is used for airbag manufacturing where the work station is designed to be compact. It offers hot punching tools according to customer request and a quick-change device.
Seam Documentation System
It is a quality assurance system designed for seams relevant to safety. It controls and guarantees perfect sewing of the rupture point for products such as car seat cover, where the side airbag has to break out and unfold when an accident happens.
It consists of a standard stitching machine top, PC, barcode scanner and a network connection. The system monitors and documents the entire sewing process in the area where the airbag is located. The system can detect faults such as thread tension being too tight or loose, skip stitch, end of needle or bobbin thread, needle thread or bobbin thread breakage, needle breakage and changes in the stitch formation. Benefits include a high, consistent and reproducible seam quality, 100% online monitoring and documentation of the nominal rupture seam, data comparison due to documentation of the process and quick detection and analysis of error sources.
SAB-767/1425 from KSL offers a unique feature of retractability of the processed upper thread and under thread by a documented winding process (KSL-patent). 3715 Docu-seam system from Pfaff compares the measured readings with the previously entered limit settings and evaluates the seam quality. Any variance from the specified tolerance range sets off a signal (NOK – not in order). Automatic quality safeguarding equipment Side Airbag Documentation Unit (SADE) from Juki offers a sewing speed of 3,500 spm with a maximum stitch length of 9 mm with a top of the line unison feed for industrial sewing applications.
[bleft]Research is being done on airbags to make them more safer, lighter in weight and even ‘depower’ them. An on/off switch is also being exercised by the carmakers[/bleft]
Research and Development
Current research and development on the airbag is being focused towards making the device safer. The objective is to develop the ‘smart’ airbag, which will have sensors capable of determining the weight, size and location of the passenger. Another safety feature would be to ‘de-power’ the airbag that currently inflates at over 200 miles per hour with considerable force. Pressure is also being exercised on the carmaker to fit an on/off switch to the airbag.
Another field for improvement in the technology is directed towards a smaller packaging size of the airbag module to achieve a cost reduction and an improved occupant safety. To achieve this objective, efforts are on to place and develop a lightweight airbag fabric, which requires either a finer denier yarn or removing the neoprene coating. Removing the coating will help in reducing the chances of secondary injuries such as abrasion, contusion, scratches and burns, but may not ensure effective performance of the airbag.
Polyester fibre will most probably be used in airbag manufacturing in the future. Fabrics used are expected to have higher cover factor (low porosity) and can be calendared. Current development work is concentrated on 35 x 35 plain weave made of 650 denier nylon yarns for driver side, which will probably be scoured, heat set and coated, and 41 x 41 plain weave made of 440 denier polyester yarns for passenger side that may be scoured, heat set and calendared. Coating of the driver side bag may also be eliminated in the future.
Laser welding could replace the traditional sewing some day. The advantages would be, according to the protagonists like Prolas/Germany, a 100% quality control with automatic archiving, flexible, waterproof and clean welding seam with high strength. This could cut down process time and therefore the price. Also KSL-Lorsch is involved into a similar R&D project together with the automotive industry and scientists. A lot of research is also being done for replacing the seams of the chambers in an inflatable curtain by weaving in double weave technique.
Baldor/USA has developed with ASCI recently a prototype of a silicone glueing unit which is steered directly from the CAD-drawing. This would make both sampling and production faster. Both companies are on the way to transfer this technology to an industrial level.







