
The dyeing of textiles has traditionally relied on water as the solvent for dyestuffs. Water, being a valuable raw material, has limited availability now and in the case of cotton fabrics, these are dyed under aqueous conditions using reactive dyes along with chemical auxiliaries such as alkali, salts and levelling agents in the dye bath. The residue auxiliaries from the dye bath cause pollution and are harmful for the environment. Water is also wasted in this process of destroying the residual auxiliaries; thus water wastage has become one of the most pressing issues in the dyeing of textiles which triggers the need for innovation in ‘sustainable dyeing’ method.
In order to deal with the environmental factors, textile technologists had to come up with an alternative dyeing process that restricts as well as avoids the use of water. For instance, dyeing with low liquor ratio, shortened wet steam dyeing, pigment dyeing and inkjet printing offered an innovative approach towards dyeing and printing of textiles. However dyeing with low liquor ratio required dyestuff with outstanding solubility and stability. The humidity ratio in the steamer had to be strictly controlled in shortened wet steam dyeing whereas pigment dyeing and inkjet printing did not result in good hand feel and exhibited poor colour fastness properties.
To tackle these challenges, ‘foam dyeing’ process has marked its emergence lately which is a low add-on technology that uses foam to apply chemicals and colourants to the textiles resulting in saving of large amount of water and energy, owing to the replacement of water with air.
In foam dyeing process, the main dyeing element is foam and it is obtained from aqueous solution which is then spread on the fabric. Foaming agent, along with carrier of dyestuff, are also used in the process. After the fabric is covered with foam, it is put through high temperature so that the dye bonds well. It is a typical solution focusing on low wet pick-up and energy saving paradigm as it guarantees a minimum volume of wet conditions. Also it distributes the chemical uniformly in compliance with the direction of ‘green environment’.
How Foam dyeing helps denim industry?
Denim jeans are iconic global apparel products, with a big market size of US $ 57 billion. But they are criticised mainly because of their hugely polluting dyeing methods. Though the colourant that is used to dye the yarns for such iconic products is indigo which is highly sustainable and safe enough to be widely used as a food colourant, the indigo dyeing process is primarily criticised for its sulphur reducing compounds that are harmful for the environment and the large amount of water that is wasted while conventionally dyeing the denims is around 920 gallons which is a matter of concern. Moreover, since the blue indigo colourant is not soluble in water, it thus has to undergo a chemical change called as reduction. This leads to the breakdown of larger particles of blue indigo so that they can easily penetrate into the interiors of the cellulosic fibres.
All the commercial processes, whether done continuously or in a closed batch, pose certain threats and challenges for efficient use in modern manufacturing.
Recently, renowned denim brand Wrangler, along with Spanish based textile mill Tejidos Royo has invested in a foam dyeing technique using technology of Gaston Systems Inc., a US-based textile firm, to produce its first line of denims that will be foam dyed. Indigo Mill Design has also collaborated with Gaston Systems Inc. to develop dyeing machines that are 20 metres long instead of the usual 100 metres, thus saving on energy consumption. The technology is currently being used to dye denim but it can also be applied for dyeing knitted fabrics and garments.
Understanding the technology…

According to Gaston, its Chemical Foam System (CFS) hardware has three main components: a foam generator, applicator and a control system. The main function of the foam generator is to provide foam with the correct mixture and density (upto 100:1 blow ratio).
Precise application requires a high degree of control; the applicator’s main work is to apply the foam in the correct mixture onto or into the substrate. To control these two units, a Programmable Logic Controller (PLC) control system is needed. The main function of the control system is to gear foam delivery by ranging the speed and controlling the foam pressure in order to achieve the application depth desired.
Gaston systems are run using the microbubble technology which manages and controls its foam application. A varying bubble size represents an unbalanced bath density and will never give an even chemical treatment. Only CFS confines and controls the foam for accurate and repeatable results.
Moreover, Gaston’s CFS systems are easy to operate. The applicator head is very rigid and can be built for any width of material. Also the foam generator has a unique foamer head design allowing blow ratios over 100:1. It achieves precise, uniform application of chemicals on open-width substrates at wet pick-up levels as low as 5 per cent and at speed beyond 3,000 feet per minute.
How Wrangler gets benefited…
Jose Royo, Sales Director at Royo Mill has claimed that this cutting edge technology will nearly erase the environmental impact of denim dyeing process as compared to the conventional rope dyeing. He added that standard rope dyeing technique consumes over 400 gallons of water for every 100 yards of denim fabric and with foam dyeing process that drops to 3.5 gallons with about 99.9 percent of reduction in water consumption which is quite remarkable. Also, less water means small sized machines and lower production costs that further help the producers to achieve higher level of flexibility and efficiency.
Supporting the above statement, Wrangler’s President, Tom Waldron said their company has been able to reduce over three billion litres of water in product finishing during the past ten years and he believes that more measures and technology should be adopted in order to decrease water consumption across the entire supply chain. Thus, foam dyeing technology has not only reduced water usage and pollution but has also upstreamed and helped fabric suppliers to dramatically minimise the impacts of making denim fabric deep blue colour.
How Foam Dyeing Process takes place…
The foam dyeing technology consist of three sequential chambers: the purge chamber, application chamber and kinetic chamber so as to ensure anaerobic environment for dyeing.
- Purge Chamber removes oxygen from the yarns before entering into the application chamber. This eliminates the use of sulphur reducing compounds which are primarily used during the conventional wet dyeing.
- Application Chamber controls the delivery of foam-based dye liquor to deliver the dye liquid from the collapsed foam. It enables the control of dye uptake and penetration.
- Kinetic Chamber is mainly responsible for modulating dye absorption so as to minimise the amount of detrimental surface indigo as well as wasted indigo. It also enhances the darkness of the blue colour and improves the colour fastness property.
For reliable foam dyeing process along with the chambers, there should be a yarn handling system. Since yarns do not behave as structured fabric, thus in this case, foam dyeing technique is highly effective along with the reactive and other non-oxidising dyestuff. Consistent quality requires consistent control of both yarns as well as foam.
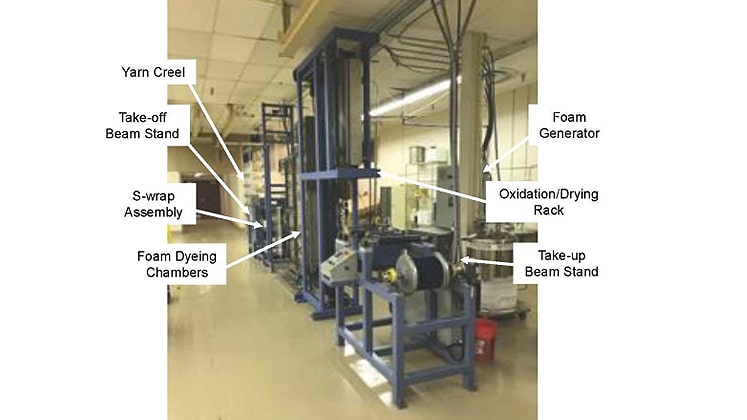
The yarn handling system is responsible for delivering yarns from a small beam through the dyeing system and rewinding the dyed yarns onto another beam. It provides computerised control of yarn tensions from the beginning to end. Also a yarn creel with computerised control of yarn tensions is attached to the system just to ensure the yarn packages are consistently fed into the yarn handling system
The system also contains a foam generator for fabrication. The generator delivers metered foam directly on the sheets when it passes over a sequence of rollers. It is connected with the yarn handling system so that constant yarn tension is maintained throughout. It also enables real-time adjustment of the foam blow ratios as well as wet pick-up levels
The oxidation and the drying rack which is present in between the kinetic chamber and the yarn take-up beam is mainly responsible for the oxidation process of the dyed yarns. Yarns need time to oxidise before drying as moisture is required for oxidation to take place. The process of oxidation happens quite rapidly and the design of the rack is adequate enough even when running at high speed.
Royo stated that it is a system that is entirely free of water, that is, a dry dyeing process in which indigo is applied using foam. This breathtaking technology not only saves water but also cuts down on the consumption of chemicals by 90 per cent. What is more, energy consumption is also reduced tremendously. He added that the future of indigo dyeing lies in sustainable production.






