
The fact is that all sorts of clothes can be given a second life after consumers discard them, and not to mention, a second life to all discarded clothes is MUST to drive ‘circular economy’ concept. But, the question is – do we even bother to go deep into the subject and concept of recycling and align our efforts with the industry’s goals?
The previous feature named – “Textile & Apparel Waste Management: Concept, Adoption and Challenges” talked about the concept of recycling and how it’s taking shape in today’s apparel industry, while we have now brought forth the technologies available for the industry to boost recyclers’ endeavours towards strengthening circular economy concept…
Usually the collected garments from scrapyards or from landfills are sorted and graded as natural, synthetic and blended fabrics before opting for recycling process. But it takes immense level of understanding for the industry’s stakeholders to know about the significance of available technologies – both for sorting different mix of garments and then recycling them.
- Fibersort sorts it for the recyclers with its NIR spectroscopy…
One of the technologies which helps recyclers identify the textile material is the Fibersort Technology which is able to categorise textiles based on their fibre composition, structure and colour.
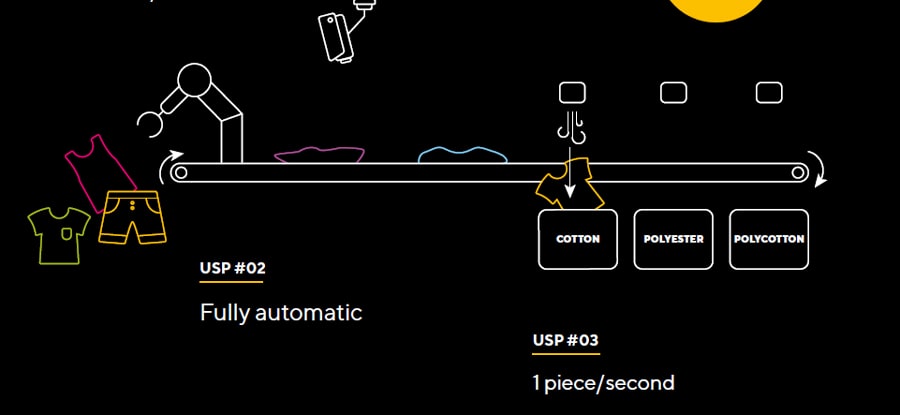
Fibersort Technology automatically sorts large volumes of garments and finished products by their fibre composition using scanning technology – NIR (Near Infra-Red) Spectroscopy. This is a spectroscopic technique based on molecular absorptions measured in the Near Infrared part of the spectrum. This technique is sensitive to organic constituents and since all textiles are organic, there is no limit to the types of fibre that can be recognised.
The process requires a feed of one piece at a time. This can be done either manually by an operator that takes the items from a pile and puts them piece by piece on a conveyor belt or can be done automatically. The automatic conveyor system passes the garments through scanners that are mounted on top of the machine. The scanners scan the garments and identify the type of fibre composition. Once sorted, these materials become reliable, consistent input materials for high-value textile to textile recyclers. This allows them to be recycled into new, high-quality textiles.
The time taken in sorting one piece is just 1 second and it is now able to sort approximately 900 kg of post-consumer textiles per hour. Fibersort can also add a colour scanner on the same system, if the recycler would like to separate specific colours or light colours from dark colours.

“High-value recycling technologies can transition low-value waste into new, high-value textiles and they are a critical link in the circular supply chain. Therefore, the Fibersort is a key technology that will enable textile resources to cycle repeatedly through the supply chain. Once commercialised, it will create a tipping point for a new, circular textile industry,” commented, Hilde Van Duijn, Project Manager – Circle Textiles Programme, Circular Economy (a member of Fibersort Consortium).
- Renowned Hong Kong-based The Billie Upcycling, with patented technology, provides waterless recycling…
Hong Kong generates over 370 tonnes of textile wastes on a daily basis and clearly it’s a huge problem there. The Billie System, launched in 2018, is a garment and textile recycling factory owned by Novetex Textiles Ltd., a yarn spinner, which provides an innovative way for brands and companies looking to revive excess inventory, unused raw materials or textile waste. The Billie System uses no water to process textile waste, transforms old garments into new, excess apparel and raw material inventory into upcycled, sanitised fibres that can be spun into new yarn.

So, how does The Billie System make it possible to process old textile waste without water to convert into new yarns? It’s a fact that textile recycling processes typically require high volumes of water and chemicals but The Billie System is able to eliminate hazardous discharge by pressuring oxygen that’s extracted from the air to form ozone. The Billie System, using this method, processes variety of fibres including natural and man-made fibres by combining existing mechanical technologies to create a waterless solution for recycling textile waste.
This patented system of The Billie is almost entirely automated thereby reducing the high labour costs associated with textile recycling. The machines in the recycling unit can process up to three tonnes of recycled fibres per day, which can be blended with virgin materials to produce yarn for various products and garments.
The Process…
The Billie System comprises six key steps: Textile Waste Sanitisation; Hardware
Removal; Automatic Colour Sorting; Fibre Processing; UV Light Sanitisation and Sliver Processing.
The process starts with purifying the garments via an ozone sanitisation system (process 1). The ozone is produced onsite then disposed as oxygen into the air, without impacting the environment. In the next process, the non-fibre objects and trims from the clothing are removed manually (process 2). Once the fabrics/garments are trimmed, these are sent to the camera for sorting (process 3) into nine colour ranges by reading colour reflections from the swatches. The colour-sorted swatches are transferred automatically by the Automated Guide Vehicle (AGV) into The Billie’s mechanical recycling process, which breaks down the fabrics into fibres (process 4) where these fibres go through two stages of UV light sanitisation (process 5). The fibres are 100 per cent recycled till sanitisation process and are then processed into slivers or granules (process 6).
According to The Billie Upcycling, rising consumerism is one of the sustainability movement’s greatest hurdles and that’s what makes it utmost necessary for companies to drive circular economy movement.
- French Recycling Technology LAROCHE S.A. recycles both soft and hard textiles…
When it comes to recycling of textiles, one can’t deny that French technology LAROCHE S.A. has a long-held supremacy in the field and the technology can precisely sort various fibre wastes (soft and hard) such as Gin Motes, Spinning Waste, Weaving or Garment Waste and Denim Waste. LAROCHE offers 3 models for all types of textile waste recycling: CADETTE, EXEL & JUMBO which fit the needs of recyclers according to their scale of operations.
The Process…
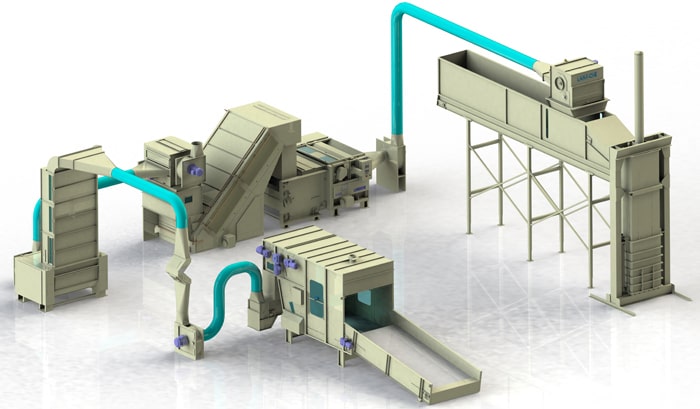
The working width of the machines ranges from 500 mm to 2,000 mm and the production capacity of these lines ranges from 40 to 1,000 kg per hour. As far as soft waste (Gin Motes) is concerned, firstly Gin Motes are passed through bale openers and then step cleaners come into effect which are ring spinning machines for cleaning and opening impurities from cotton. This further goes to Fine Openers which finely mix the blended fibres before loading the airlay web former. Here Fine Opener does two processes – 1) filtration – through which all the dust from cotton waste separates and 2) bailing – through which clean cotton fibre comes out.
Commenting on the further use of these recycled fibres, Hemant Dantkale, Managing Director, DN Associates – a dealer of LAROCHE S.A. in India, shared, “Recycled cotton fibres are mainly used for blending with virgin cotton in certain percentage, based on yarn counts.”
Once the waste is recycled into fibres, testing takes place to check if the recycled fibres have come out clean as per standards. It is a general belief (or ‘myth’) that most of the testing equipment are made for virgin cotton and not for recycled cotton. And, in this case, testing results can skew from standard due to difference between virgin and recycled cotton’s properties. However, Hemant debunks the myth and comments, “Testing equipment are same but, as input for recycled fibres has no specific parameters, yarn parameters cannot be confirmed consistently.”







