
Smart garments are no longer just a topic of intense discussion, but a reality that is finding commercial acceptance. Various research activities, which had been highlighted in the previous article of this series, are being conducted across the globe by laboratories affiliated to academic institutions to develop conducive textiles which inevitably act as the building blocks for the e-textiles enabled smart garments. Today these E-textiles are being commercially offered for product development and manufacturing of various smart garments for different applications.
Interestingly, the research of E-textiles for commercial use in smart garments is spread across the world and while the US and Europe have always been in the limelight, Japan has emerged as a frontrunner from Asia. Let’s take a look at some of these commercial players as raw material providers for E-textile enabled smart garments, from various regions.
Developments from the US
Dupont de Nemours, Inc., one of the pioneers in research, development and innovation towards new products in various categories of application has few in the list of conductive textiles as well. The much-discussed stretchable conductor – trademarked as Intexar™ is one of them. It is a high recovery stretchable silver conductor paste for preparing printed low-voltage circuitry on elastomeric film and textile substrates. It is compatible with polyurethane (TPU) film and selected synthetic fabrics. It is available in the variant PE 671 and PE 874. PE 773 is another conductive paste formulated in encapsulated form for preparing low-voltage circuitry in smart wearable products. In 2014, the development team of DuPont first unveiled a product – a T-shirt, made using Intexar™. Laird, a brand from DuPont provides a range of products like conductive tapes and adhesives, as well. A schematic representation of this solution in product form is given in the figure.
Figure: Schematic representation of Intexar™
V Technical Textiles, Inc. (VTT), founded in 2006, is a solely woman owned USA manufacturing company of conductive textiles. That is the reason for personal bias for me to include this company amongst others! Though the company is known to source many of its conductive textile raw materials from Statex, a German company, is also a distributor to them. They also have a fully functioning cut, sew, and design facility that provides its customers the flexibility of one-piece prototyping, located in Newark, NY. Few of their products are included here. SHIELDEX® is a metalized conductive fabric which provides vast flexibility for many different applications. These fabrics are plated throughout with 99 % pure silver. Similarly, the Silverell® line of fabrics is prepared by blending silver plated conductive yarn with normal yarn through knitting or weaving. They also have stainless steel woven fabrics.
Technical fabric range (is what they have named it as) is an example of smart-wearable- specific-usage knitted fabric made conductive by using silver coated yarns with both one way and two stretch options. They are known to have higher electrical conductivity thus used for developing electronic circuitry for smart garments. The range of conductive woven and nonwoven fabrics are developed in plain and ripstop weave with varied electrical conductivity values based on various combinations of metals – Silver (Ag), Copper (Cu), Nickel (Ni) and Tin (Sn) added through plating /coating. RTF Fabric (Ready to Fabricate) includes woven or non-woven metalized fabrics containing additional coatings inclusive of carbon (C2), hot melt adhesives (HMA), pressure sensitive adhesives (PSA) or low-density thermoplastics (LDPE). These fabrics are typically used in applications as tapes, medical electrodes, and fingertips for touch screen gloves.
Japan is a major base for innovation
Toyobo, a Japan based company which started its business with textiles in 1882, continues to adapt to changing needs of the times, resulting in development of conductive textile solutions as well. They have a wide category of solutions spanning from films and functional polymers to Industrial materials and healthcare. Like DuPont, they manufacture films, adhesives, chemicals, plastics, membranes, coatings, high performance textiles, medical equipment, pharmaceuticals, bioproducts and cosmetics. Vylon®, a registered product under Toyobo, is a paste for electronic applications developed using the highly polymerized co-polyester resin technology. The figure below briefly describes the process of applying Vylon on textile substrate. Cocomi™ is another example of product development for conductive solutions at Toyobo. It is a stretchable conductive film. This film can be applied to textile substrates through curing, making the substrate capable of capturing physiological measurements owing to its low electric resistance. There are many products developed using these solutions, which will be discussed while we talk about products in the succeeding article of the series.
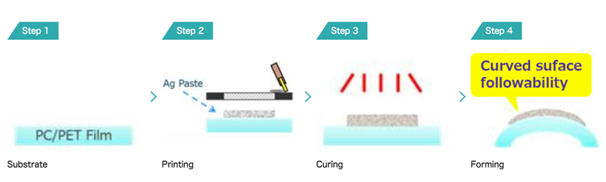
Figure: Curing process of Vylon®
Toray, another Japan based company, established in 1986, caters to the needs of wide areas such as fibres & textiles, performance chemicals, carbon fibre composite materials, environment & engineering and life science. One can read more about their R&D ventures in the document provided at the hyperlink on their website. One of its products in the category of electronic textile, Hitoe™, is a highly conductive fabric created by impregnating a knit nanofiber fabric with a conductive polymer. This utilises the ability of nanofiber fabric to allow more intimate adhesion of conductive polymer through impregnation, unlike normal polyester fabric. Poor adhesion otherwise leads to peeling off conductive layers during wear and laundering. Pictorial representation of the adhesion is given in the figures below.
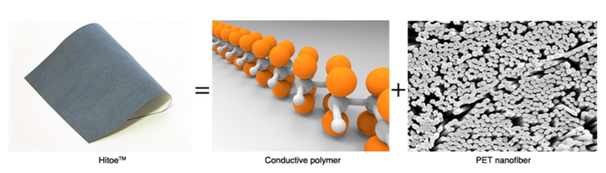
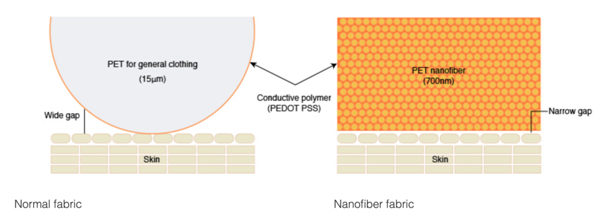
Figure: Process of conductive polymer impregnation for development of Hitoe™
Seirin Electronics, also a Japan based company established in the year 1970, is into providing solutions through Textile Technology for conventional and unconventional usage of the same. It is one of the few companies who, along with being in the conventional textile business, are pivoting their manufacturing towards unconventional textiles like conductive textiles. Seirin Electronics, for readers’ information, has an office in Mysore, Karnataka, India. They have come up with conductive textile material METAFLEX™, featuring excellent flexibility, stretchability and flex resistance, as per the data provided through a graph on their website, the electrical resistivity of this product changes by 30-50% only for a flex cycle of up to 50,000. Whereas, the counterparts tend to change the resistivity up to 600% even before they cross 45000 cycles of flexing.
These materials could therefore be used for applications such as electrical wiring/cabling, circuits, and sensor electrodes. The textile substrate could be normal polyester, liquid crystal aromatic polyester or polyphenylene sulphide fibres converted to conductive form when coated with metal types- silver, copper, nickel and other. For details of varied conductive solutions offered by the company one can refer to their webpage for further information.
Mitsufuji , another Japanese company, is providing consumer wearable devices. They are engaged in the development, manufacture, and distribution of their products – AGposs®, silver-metalized fibre and Hamon, a wearable IoT system that can collect biometric information. AGposs® is a customizable silver-plated fibre. These can be used as wearable sensors, electrodes, etc. AGposs® is available in different forms of textiles i.e. staple fibres, filaments, yarns, twisted yarns, woven fabrics and nonwoven fabrics. They claim AGposs® to have higher content of silver plating with a better peel resistance on usage, thus providing higher electrical conductivity with respect to their counterparts.
Developments originating from Europe
Swicofil AG, a Swiss company founded in 1995, is a product development advisor, coach and supporter for new high technology solutions with all yarn and fibre specialties. It came up with copper metallized fabrics for antiviral protection during COVID19 used to prepare masks and other products. Swicofil AG has a range of conductive filament yarns developed for flexible electronic usage with varied range of electrical conductivity, SwicoGold, SwicoSilver, SwicoSilver, HiCon, Belltron and Epitropic are few of them. Special to mention that SwicoGold has been developed by EMPA Switzerland. Belltron is a conductive fibre developed through Kanebo (A Japanese Technology for bicomponent fibre production) conjugate technology. It is a bicomponent fibre composed of a matrix polymer and a conductive layer. The conductive layer is densely embedded with carbon black or white metal compounds as conductive particles. Similarly, Epitropic fibre consists of carbon particles embedded in the surface of polyester fibre. When blended with regular fibres, it confers electrical conductivity to textile fabrics. They are usually manufactured using non-woven technology. High technology product range by Swicofil can be explored further at the link- https://www.swicofil.com/commerce/products.
Holland Shielding, established in 1985, a Netherland based company is another solution provider for E-textile based product manufacturers. They manufacture conductive fabric, tapes, and pressure – sensitive adhesives. Polyester or cotton woven fabric are blended with stainless steel thread to convert them into conductive textiles. Another set of conductive textiles they deliver are metallized polyester by using copper or nickel or both. It is claimed to have electrical conductivity in all directions (X, Y and Z). They offer several variants of conductive textiles few listed with detailed specification on their webpage include conductive textile fabric, conductive fabric with standard adhesive, conductive fabric with conductive adhesive, conductive fabric with hot melt adhesive, etc. Majority of this fabric are of plain weave or their derivatives (Ripstop). They vary in their gsm from 60 to 250 g/m2. The surface resistivity of all this variant is lower than 0.05 ™ ohm /square.
Bekaert, founded in 1880, a European company based in Belgium, has core competency of manufacturing steel wire transformed goods and coating technologies. Though their major area of focus is concrete for varied application areas such as agriculture, automotive, consumer goods, construction, etc. Dramix® is one such popular product by Bekaert claimed to be used for reinforcement of 10 million cubic meters of concrete every year. The product of conductive textile relevance is Bekinox®, available in the form of stainless steel fibres and yarns. Owing to their high electrical conductivity they are found to be suitable for smart textile usage. It can be used solely or blended with cotton, polyester and other. It is known to withstand several washing cycles without losing their specific characteristics. Few of the broad applications of Bekinox® include integration of LED modules into carpet trims and as flexible and stretchable conductors in E-textiles.
Soliani EMC headquartered in Italy, are specialised in conductive adhesives and sealants. The conductive epoxy adhesive consists of modified epoxy resin filled with conductive silver or nickel particles. These are known to offer electrical continuity and are available with different types of fillers that can assure uniformity according to the type of electrically conductive textiles used in circuitry. Similar manner the copper/nickel conductive non-woven fabric combines highly conductive metals with lightweight fabric to meet a diverse range of requirements. This metallized fabric is also available in woven form. Copper and/or nickel are applied to fabrics through coating as a very thin coat.
Many Start-ups are also impressing
Start-ups are coming up with raw material solutions for E-textile enabled smart wearables. Soliyarn is one such US based start-up company. It has spun out of University of Massachusetts, Amherst lab, and founded in 2018, by a faculty of Chemistry and Chemical Engineering Prof. Trisha L. Andrew. They are not only into converting textile to conductive material but also taking care of sustainability aspects. The pioneer solution devised by them takes a more sustainable route to providing conductive textiles through vapor deposition method to metallize the conventional textile substrate thus making it conductive. Soliyarn has been awarded with Small Business Innovation Research (SBIR) Phase 1 from AFWERX. AFWEARX is a technology accelerator, a United States Air Force program, with the goal of fostering a culture of innovation within the service. The funding has been received to develop a solution for combating hypothermia through sweat management in the US Military utilising the smart textile solution.
The table given attempts to summarise the commercial solutions available for conductive textiles at one glance for the readers.
| Company Name | Range of conductive textile solutions offered | Headquarter |
| DuPont | conductive inks, adhesives, conductive-coated-stretchable films (e.g. Intexar™) | USA |
| V Technical Textiles, Inc. (VTT) | stainless steel woven fabric, Silver coated yarn-knitted fabric, woven and nonwoven fabric – plated/ coated with various combinations of metals – Silver, Copper, Nickel and Tin (Sn), fabrics containing additional coatings of carbon (C2)/ hot melt adhesives (HMA)/ pressure sensitive adhesives (PSA) or low-density thermoplastics (LDPE). (e.g. Silverell®) | |
| Toyobo | films, adhesives, chemicals, plastics, coatings, (e.g. Vylon™) | Japan |
| Toray | nanofiber knit fabric impregnated with conductive polymer, performance chemicals, ( e.g. Hitoe™) | Japan |
| Seirin Electronics | silver, copper, nickel metalized (coated) Conductive textile (e.g. METAFLEX™) | Japan |
| Mitsufuji | silver plated staple fibres, filaments, staple yarns, woven fabrics and nonwoven fabrics (e.g. AGposs®) | Japan |
| Swicofil AG | carbon particle embedded polyester fibres, silver and gold based premium conductive textiles (e.g. Epitropic) | Switzerland |
| Holland Shielding | conductive fabric, tapes, and pressure sensitive adhesives, stainless steel blended Polyester or woven fabric, copper/ nickel metallized polyester fabric | Netherland |
| Bekaert | stainless steel fibres and yarns (e.g. Bekinox®) | Belgium |
| Soliani EMC | conductive epoxy adhesive filled with conductive silver or nickel particles, copper/nickel conductive coated non-woven and woven fabric | Italy |
| Clothing + | printed circuits, textile-integrated sensor components | Finland |
| Infi-tex | carbon fibre, graphene, conductive inks for conductive printed textile, pressure sensors | London |
| Omhmatex | conductive textile cables, conductive ribbons, washable connectors, sensors | Denmark |
There are many more which can be added to this list and is going to increase in due course of time of course….
Challenges remain
The list of companies covered here makes us understand that different pockets of the world are striving to come up with raw material solutions for E-textile enabled smart wearable product developers. Among the Asian countries, Japan seems to be taking a lead. Companies are also based in European countries, the United States and others. However, we have a few challenges and hurdles in making the supply chain smooth.
- Firstly, the disintegrated form of raw material availability. The list of solution providers is long; however, it is rare to find a one stop solution with all types of raw material options. Few of them specialise in conductive resins or adhesives only. Few others specialise in conductive yarns only or films only. It is rare to find one stop providing resins, chemicals, adhesives, fibres, yarns, fabrics, etc.
- Secondly, within these hierarchies of raw material availability few are confined to specific material-based conductive solutions only. E.g., either a company specialises with stainless steel based conductive solutions or copper based conductive solutions or silver based conductive solution. Such a fragmented form of availability adds to complexity of sourcing.
- Thirdly, different application categories of smart wearables have varying requirements of mechanical and electrical properties for their raw materials. Thus, requiring need-based offering from these raw material providers for conductive solutions. Few of the companies endorse themselves for providing customizable solutions, however the minimum order quantity then remains a challenge. As these are very specialised products with a small segment of consumers, raw material requirement is also small.
It can be noted that most of the conductive textile solutions adopted commercially and discussed in this feature are similar in approach. Most of them are exploring silver, copper and nickel coating, steel blending for converting textiles to conductive form. That is the method and materials adopted are similar, mostly varying in their physical form or geometry. While we can witness several innovative methods and novel materials being explored in research laboratories, commercial adoption of these solutions is scarce, thus limiting the options for companies to explore.
Amid these challenges, we have few commercial players doing good in the E-textile based smart wearable sector. Few of them have established in house infrastructure for developing conductive textiles to be used in their products. Few others have smartly gone on hybrid mode of outsourcing few of the requirements for raw material and inhouse development of few others. While there are companies which till date source the material and act as converters only, i.e., making apparels and other soft goods with sourced yarns and fabrics. The succeeding article of the series would be inclusive of few companies which have come up with pioneering developments of products in this category and have done well with commercial upscaling of these products.







