
It is important to remove waste from every process to achieve better efficiency and improve productivity while maintaining certain quality standards. In particular, the garment manufacturing industry, which is dependent on human intervention at every level of production, is more sensitive (prone) to it. The entire sequence of pick, aligns, sew and dispose of a garment part is a motion and unless done right in a defined manner, generates excessive movement or unnecessary motions, which is a waste that eats into the profits of the company. The exacting motion needs to be timed for standardizing the outcome. Both ‘motion’ and’ time’ have been integrated and refined into a widely accepted approach to ‘work system’ improvement to be used together in order to achieve rational and reasonable results.
Today, Time Study and Motion Study form the base of a garment factory, without which one cannot accurately cost, plan production, produce efficiently or benchmark its self. While the use of Pre-determined Motion Time Systems like GSD is still at infancy in India, majority of factories are using time study to calculate the work content of an operation.
In fact, much of the difficulty with time study is a result of applying it without a thorough study of the motion pattern of the job… Motion study can be considered the foundation for time study. The time study measures the time required to perform a given task in accordance with a specified method and is valid only so long as the method is followed. Once a new work method is developed, the time study must be changed to measure time for new method after allowing adequate time for unavoidable disturbances, machine delays, rest to overcome fatigue, and personal needs.

(Pic Courtesy: Techtime Data Systems Ltd. UK)
It is a direct and continuous observation of a task, using decimal minute stopwatch, computer-assisted electronic stopwatch, or videotape camera, the timekeeping devices to record the time taken to accomplish a task which is having repetitive work cycles of short to long duration.
The whole exercise of timing different operations is done to calculate the SAM (Standard Allowed Minute) or SMV (Standard Minute Value) of a garment, which is a common way of expressing work content of a garment in terms of minute value. This is very important to plan production and improve upon productivities.
The work content (Standard Allowed Minute) of a job or operation is calculated as: basic time (observed time) + operator rating + relaxation allowance + additional allowance (e.g. bobbin replacement).
Once a task has been identified to be studied, it is broken down to smaller element as per sequence. For example; a task ‘pocket attaching in a shirt’ can be broken down to ‘picking up the front by two hands and place on the sewing table’, ‘picking up the pocket by right hand and placed on the front’, ‘align pocket with the starting mark and slide both under needle’… and so on. Then time for each elements to be recorded in a time study sheet for minimum 20 cycles or pre-decided number of cycles of the task. After removing the extreme fluctuation the average time for each element of the task is separately calculated, which is the basic time.
During work the operator may take time out for personal needs, for rest, and for reasons beyond his or her control. To ensure that the calculation of SAM is accurate, it is critical to build in ‘Relaxation Allowance’ for realistic application in planning production schedules. Allowances for such interruptions to production may be classified as [1] Personal allowance, [2] Fatigue allowance, and [3] Delay allowance, together these are termed as “PF&D allowance” in common parlance. After all these allowances are added to normal time, SAM value is arrived at. Personal allowances are basically to take care of personal need of individuals like washrooms, drinking water, etc. Although the amount of personal time required will vary with individual, more than with the kind of work, it is a fact that employees need more personal time when the work is heavy and done under unfavourable conditions. It is said that for light work (like garment sewing jobs), where the operator works 8 hours per day without any organized rest periods, 2 to 5 per cent time on average will be allowed for personal needs. It is observed that on a hot and humid day without proper air cooling system in sewing floor and a drinking water facility at distant may result in 13% personal allowance! Fatigue Allowance has significant importance in garment sewing operation due to nature of work.
At present there is no complete satisfactory way of measuring fatigue. Time needed for rest varies with individual, with the length of interval in the cycle during which person is working under load, atmospheric conditions under which the work is done, besides many other factors. Delay allowance is the most controversial allowance and must be dealt with carefully. These may be avoidable or unavoidable. It is expected that the machines and equipments will be kept in good conditions. When there is a breakdown or repair is necessary, the operator is usually taken off the job and such delays do not enter the SAM value. Sometimes there are occasional unavoidable interruptions like bobbin refill, re-threading, etc. These are also referred to as “machine delays” in industry parlance and must be included in SAM value. For example lockstitch machine operation is allowed 9% as “machine delays”.
As delay allowance are often related to nature of work thus also called “work allowance”. Work allowances are basically unavoidable portion of delay allowances.
There are many methods to time the operator on a certain operation and can be as simple as using a stopwatch to implementing IT tools like videos. It is also important to have engineers with training to record time. In India, all major fashion institutes, teaching garment technology courses like NIFT and Pearl Academy and/or B. Tech courses in production and industrial engineering are training students in this area. In Sri Lanka, special courses have been designed for the same like Management Service Certificate in Time and Work Study. The Time Study is an important tool to increase efficiencies and improve productivity and needs expert intervention. National Institute of Industrial Engineering (NITIE), India is also a very specialized institute imparting training in this area.
Time Study with Stopwatch
Time study engineers in most cases make use of a stopwatch, time study board and pencil to record time. First the engineers observe the operation to be timed to break it up into small elements, preferably keeping the sewing and handling elements separate. The observer keeps an eye on the operation; once one element or a part of an operation is over, he looks at the stopwatch, notes down the time in the time study sheet and repeats the process for the subsequent elements. In an incentivized manufacturing operation, operators generally work at a fast pace and conducting a time study correctly demands skill and experience. Generally 20-25 cycle readings are observed. The work content is calculated using the calculator. Problems associated with this technique are that it is time consuming, requires special expertise and experience to carry out, has scope of manual error during data capture and calculation, cumbersome mathematics to arrive at SAM, even though ergonomically designed time study boards are available.
Standard PDAs and PC-based software for accurate time study and easy computing
Here too, time study engineers follow similar steps but instead of a separate time study board and stopwatch, the time study engineers use a stopwatch integrated time study board and/or software programme or even standard PDAs and PC-based software to conduct time study and sampling data. No time consuming calculations needs to be done, as they are executed automatically. The software obviates the stopwatch, clipboard, calculator, charts, paper and pencil in doing a time study. All you need to take to the worksite is your portable PC, running, at the least, Windows 98/95. All calculations are completed instantly and during the study, partial results can be observed on screen as the study proceeds.
The study board offers simplicity of design with tough construction. This unique product provides the optimum data collection system for the Industrial Engineer. The software can store and manage tens of thousands of studies – a formidable (and cumbersome) task even when using a spreadsheet. The reporting modules allow for the extraction of select information and this can be either printed or exported to third party software. Information is used optimally in this way to generate standard elements of work and synthetic operations.
This easy-to-use intuitive software takes time study to the next level by dramatically decreasing the time required for an engineer or manager to do a time study and have all computed results like Personal, Fatigue and Delay (PF&D) allowance, etc. available in a consistent format on paper and in a spreadsheet or database. It will seamlessly integrate into your organization, whether you use an incentive rate system, work standards without incentive, or just historical data for labour costing, cost estimation, production scheduling, measuring productivity, capacity planning and/or line balancing. The software outputs its results in three convenient ways: (1) on-screen; (2) to a discrete data file for each study; and (3) to optional comma-delimited text file (.csv file) format.
Videograph ‘motion’ to reduce subjectivity in time study
Observing operation live and recording time from analogue or digital stopwatch by time study engineers are subject to manual error. In a videographic option, instead of recording time from live operations, the engineers first capture the operation cycle in video and then observe the video to record the time. In the traditional time study technique described earlier, the important aspect of motion study is being ignored. Here engineers can record the time of various motions at leisure and can rewind any operation, if required. This method ensures perfection, increases consistency and traceability so as to improve costing and planning.
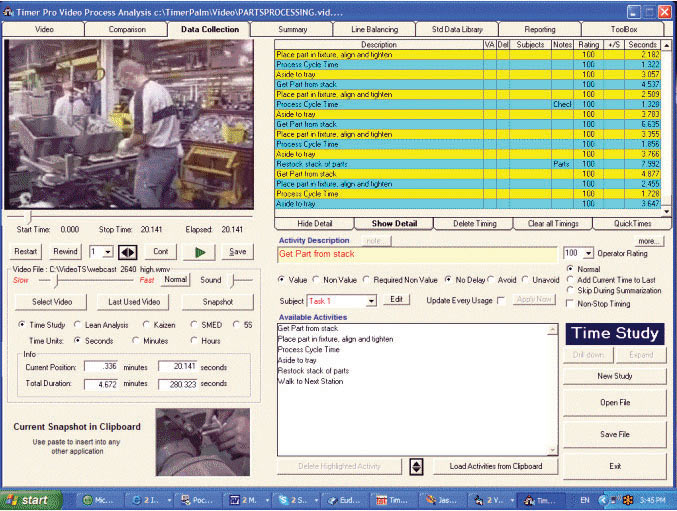
The latest level of technology involves integrated video imaging using any inexpensive, basic digital video camera, loading the video file in the Laptop, doing the video time study [VTS] to get the activity description and timing. The video should mainly capture the subjects under time study – like the operators for hands, eyes, body movements, machine elements like starting, stopping, machine movements, as required by the study. The process is 95% faster than time study and can also be used in estimates and methods analysis. Specialized software can split the movie into motion elements automatically or by a simple mouse click, deriving timing for each motion element.
When wasteful motions (foreign elements) are found in the element, it is possible to separate the wasteful part. The speed of the movie can be adjusted to accurately separate and document the elements, the time unit can be set either in seconds or in TMU (time measurement units; 100,000 TMU = 1 hour). Another software option is to analyze by the multiple still picture where the frame interval selection is possible.
Technically, VTS does not require elaborate planning. You can take the Camcorder and shoot the operation – usually after telling the operator. As you have a total record of the operation, you can fill up all the data from the video. You can even catch sub-second actions using the VTS. In fact, VTS deskills the time study process so that it can be used by staff at any level. It also encourages operator involvement and enhances Kaizen/Poka Yoke/SMED programs with accurate results.
Video time and motion study accurately documents and times any task identifying and documenting non value added activities. Video supported analysis creates an unchallengeable history of the current process state. Each and every task observation can be instantly replayed for review and analysis. Best practices can be identified, isolated and consolidated into a new video presentation of the desired future process state – an ideal solution to the training needs.
The video module includes powerful integrated task timing capabilities including slow motion, fast motion, timed jumps, instant rewind, side by side comparison playback, completely eliminating the need for expensive time stamping video and players. Video supported analysis creates an unchallengeable history of the current process state. Select best practice clips for training the future process state. Feed into your value stream mappings. The package may also include PDA and Excel software modules for mobile real time data collection.
Time Study has its place, but it is reactive and subjective and all too often simply records how long it takes to do things wrong. This probably is the reason why experts urge the industry to adopt the practice of applying a “Pre-determined Motion Time System” (PMTS), as this will facilitate predictive method, time and cost analyses. However, it is important to choose carefully, as an incorrect choice – or one based solely on cost – could prove to be just as expensive as any other. Key factors of consideration should be: whether or not the system is currently owned, maintained, updated or supported by anyone; whether or not modern software is available; whether or not there is a training team available; whether or not technical support and assistance is apparent; whether or not a local representative is at hand. The next issue of StitchWorld will discuss PMTS is detail…







