With the order sizes shrinking and lead times shortening, the challenge of remaining productive while reducing time spent on style changeover is critical to success. In fact, time loss in style changeover plays a major role while calculating production losses. An emerging concept within the bounds of lean manufacturing methods – SMED (Single Minute Exchange of Die) can help immensely to provide a quick solution to reduce losses occurring due to lengthy batch setting process and in creating an ideal production methodology where style changeover time is bare minimum.
In a study of batch setting processes at 10 garment factories, Ankur Makhija, garment industry technologist, presently working with NITRA as a Project Officer, and pursuing Masters in Industrial Engineering, with many years of experience working with companies like Shahi, ITC, MAST, Arvind and Aquarelle, concludes that by employing the concept of SMED, a factory can substantially help in reducing style changeover time.
Generally people in the garment industry are not very clear on the difference between ‘Batch Setting Time’ and ‘Style Changeover Time’ and many confuse the two as having the same implication. However, though the difference is subtle it is critical to the understanding of how time loss in each case impacts production.
While the Batch Setting Time (BST) is the time calculated from entry of the first piece of a new style into the line till it comes out of the last workstation of the sewing line in the required quality, the Style Changeover Time (COT) is the time lost in de-setting and re-setting of equipment and facilities.
In BST, we also include preparation time for the new style like machine setting, operator setting and initial line balancing. We can also look at it as throughput time of the first garment of a new style. This time includes all the major activities required for complete changeover of the process from the last style and production of first ‘quality’ piece of new style.
However, COT only calculates the time gap between the first piece of new style and the last piece of the previous style (generally calculated at last workstation of the sewing line).
Most of the time COT directly depends on BST, but a situation can arise when COT is minimal and BST is very high. A classic case would be when a Batch Setting process is taking too much time. In this case the gap between old style and new style may be zero, but we cannot say that our batch setting process is effective. As the total batch setting time consists of COT and BST; first the changeover time between last piece of previous style to first piece of new style and then first piece to last piece of new style itself.
Many problems occur during style changeover in the garment industry, some of the critical ones include:
• Prolonged machine setting time
• Non availability of tools for initial machine setting
• Sudden plan change
• Supervisor sample not ready
• Initial quality setting takes a longer time
• Old style creates a blockage
• Operator training given at the time of Batch Setting
• No measure of operator COT performance
• Parallel Batch Settings making it difficult to control
• Non availability of specialized machines
• Cut part feeding not available
SMED – The Lean Method of Reducing Style Changeover Time
Single Minute Exchange of Die (SMED) is one of the many lean production methods for reducing waste in all types of manufacturing processes. It provides a rapid and efficient way of converting a manufacturing process already operating on one product to running on the next product. This rapid changeover is a key to reduce production lot sizes and thereby improving flow (Mura) which is a ‘Lean’ aim. SMED methodology is to systematically reduce the time lost in production due to ‘between style’ machine set-up, from hours (or some days) to nine minutes or even less.
The concept was first introduced in the late 1950s and early 1960s, when Shigeo Shingo, a Japanese industrial engineer who distinguished himself as one of the world’s leading experts on manufacturing practices and the Toyota Production System, was consulting with a number of companies including Toyota, and was contemplating their inability to eliminate bottlenecks in the car body-moulding process. The bottlenecks were caused by long tool changeover times which drove up production lot sizes.
In order to drive efficiencies, it is important to define an economic lot size, which is the ratio of actual production time and the ‘changeover’ time or the time taken to stop production of a product on the line and start production of the same, or another, product. If changeover takes a longer time then the loss of production due to the changeover drives up the cost of the actual production itself.
This can be seen from Table 1, where the changeover and processing time per unit are held constant whilst the lot size is changed. The operation time is the unit processing time with the overhead of the changeover included. The ratio is the percentage increase in effective operating time caused by the changeover.
In first row process time per item is 1 min. and lot size is 100 pieces, so the total process time is 100×1 = 100 minutes. When the changeover time of 8 hours (480 minutes) is added to total process time, then total operation time becomes 580 minutes (480 min. + 100 min.). So, now the operation time per piece is 580/100 = 5.8 minutes.
The greater is the lot size; the lower is the percentage increase in the effective operating time caused by the changeover. This is why some factories keep huge inventories to minimize changeover time, but the problem in this case is that the cost of maintaining such inventory is too high, sometimes even higher than changeover losses. Therefore, as per lean one has to follow a defined EOQ (Economic Order Quantity is optimal order that minimizes the some of carrying and ordering costs), however, if one is working with this principle, losses due to style changeover are much higher. So, the ideal manufacturing system is to produce as per EOQ, but with minimum COT losses.
SMED Implementation in Garment Industry
According to Shingo, changeover time has two components – Internal Tasks, which performed when the process is stopped or the machine is switched off, and External Tasks that can be performed while the previous batch’s production is still running, or once the next style is underway.
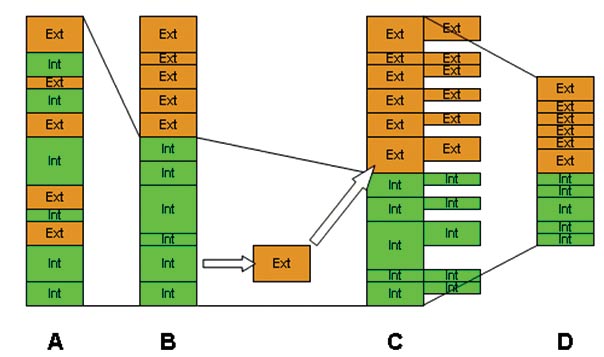
Shingo suggests that SMED improvement should pass through four conceptual stages (See Chart 1):
A) Observe current style changeover process; identify all the activities as internal or external set-ups.
B) Separate the external and internal set-up and note them down.
C) Convert internal set-up actions into external ones.
D) Further optimize internal and external set-ups to improve overall effectiveness of style changeover process.
To implement the above concept in garment industry, a total of 5 sewing lines were chosen in 10 different factories where the order quantities are small and style changes are frequent. These lines were observed over a period of six months taking maximum style variants like formal shirts, casual shirts, trousers, chinos, skirts, ladies top and also products in the knits category like ladies top, polo neck, and crew neck.
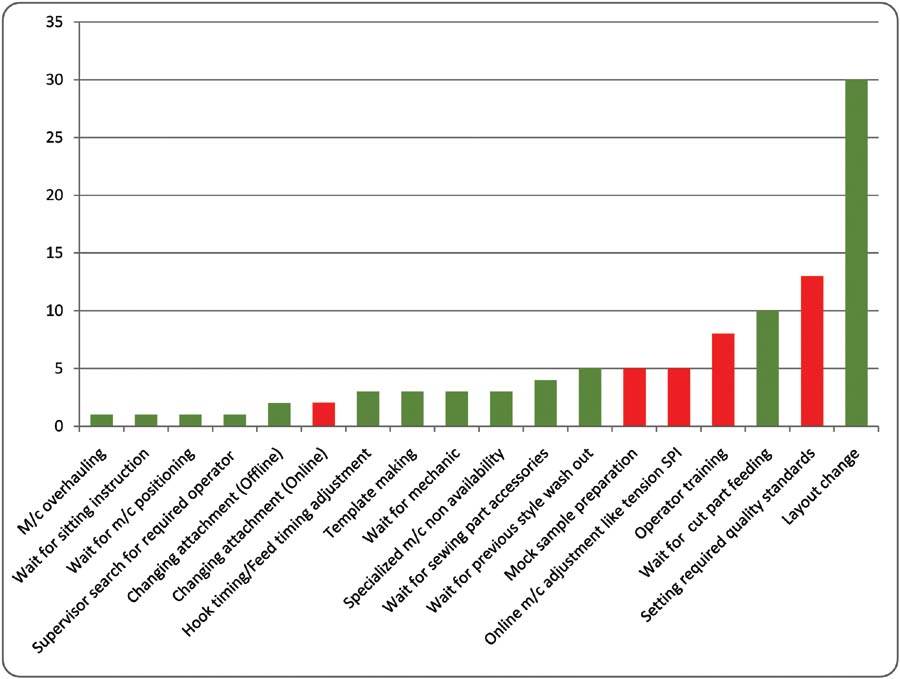
Following the SMED Methodology, a plan of action was charted out and the team of fact collectors listed down 18 factors affecting style changeover from which the 3 major factors prominently affecting the style changeover process is layout change, operator waiting for cut part feeding and setting of required quality standard. The identification of factors affecting COT was followed which segregate the internal and external factors (See Chart 2).
Converting Internal Factors into External Factors
Having identified the internal and external factors the challenge was on how to convert the maximum number of internal factors into external factors. This is an important step to reduce style changeover time as internal factors have 70% contribution to the total number of factors affecting COT (Refer Chart 2). The challenge was also on how to further optimize the time spent on external factors.
To do this, prominent changes were made by dividing the Batch Setting activities into broad three areas which are as follows:
A. Before Batch Setting
• The new style needs to be allocated to that line only where there is minimum style variation.
• There should not be any changes in the line plan internally and it would be better to fix the lines as per styles ex: C/N, Polo, etc.
• The batch Supervisor and QC along with the COT team should be there at pre-production meetings to judge critical operations and operator availability.
• A COT checklist is made and if any of the factors in the checklist is not met the style should not be loaded into the line.
• The COT team along with concerned PM (Production Manager) & FI (Floor In-charge) should discuss on upcoming styles on weekly basis.
• It is important to ensure the availability of all the trims and accessories at the time of batch setting.
• Supervisors need to analyze the skill-matrix prior to the style changeover; the concerned Floor Manager has to ensure the availability of operators along with the skill.
• Verify with CMD (Central Maintenance Department) regarding the machine availability and set the machines for critical operation before the style changeover.
• All the templates must be kept ready at the time of SS Sample and make a list of it.
• Precise layout planning of line for the style need to be done before setting and should be signed off by the COT team.
• Operation Bulletin needs to be freezed before the style changeover only
• Operators need to be trained before the style-changeover for critical operations if any.
• The type of folders/description to be given in the style bulletin itself (PPE).
B. During Batch Setting
• The COT/Supervisor needs to ensure the methods to be explained in GSD standards.
• Required trims and templates need to be provided to each workstation
• The spare machines should be allotted before the start of process to stimulate offline batch setting.
• The mechanic needs to ensure the availability of templates, guides, attachments with settings.
• The COT team should assure that all the operators would sit at their defined workstation in minimum time and only those operators should be engaged who have been previously trained.
• Every workstation quality needs to be set at minimum possible time.
C. After Batch Setting
• Effective monitoring of production for every half an hour by COT & PM till it reaches peak production.
• The Batch Setting Report needs to be reviewed by the COT team to understand the delays.
• Special points mentioned in the report need to be considered.
• Operators need to be given a special training regarding basic machine setting and defects.
Findings
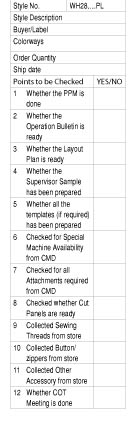
The whole process needs to be documented as prescribed in the COT checklist (See Chart 3). This format includes details of BST, COT, problems faced during Batch Setting Process. The changeover time performance should be measured and the operators should be made to graph it.
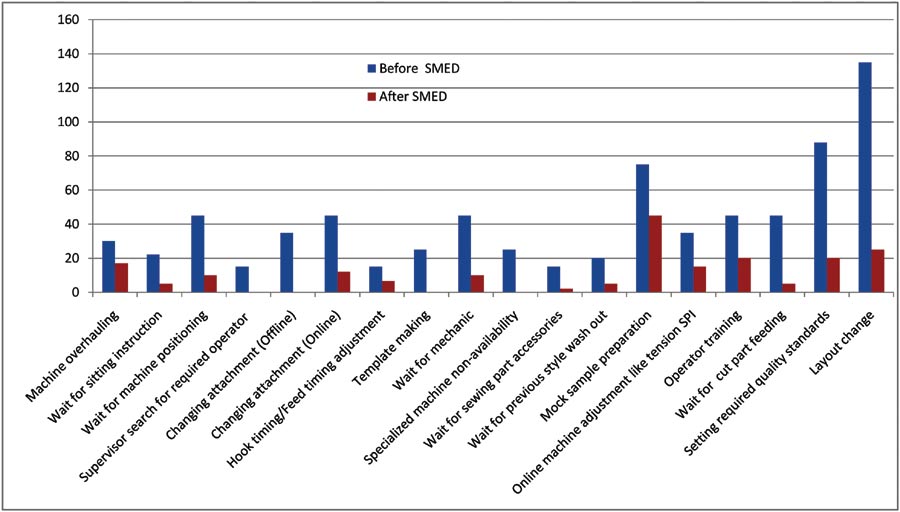
After implementing the above concepts, 10 out of the 13 internal factors found were converted into external ones. The three left were machine overhauling, machine setting for hook timing and feed timing, and layout change. Although layout change cannot be taken as external factor, since the machines need to be switched off for machine movement, the time was considerably cut down by strictly following the steps prescribed for ‘before batch setting’. The following changes were seen in the measured factors:
After reducing the measured factors effectively the line is controlled and monitored by COT team until the line reaches its given GSD based targets with approved quality. Generally this time depends upon complexity of style but ranges between 4 hours to 48 hours.
Batch Setting Time reduction may bring the following impacts to the shop floor:
• Produce smaller lot more frequently;
• Reduce inventory cost;
• Reduce labour cost (included in Batch Setting);
• A step towards JIT(Just in Time);
• Eliminate the set-up cost;
• Reduce quality defects.





