
Lean has become a key transformational buzzword in the apparel manufacturing industry. However, a lot of confusion exists in understanding the principles and applying them practically on the shopfloor. Understanding the connection between strategy and principles is key to implementing Lean on the shopfloor. In this article series, Anand Deshpande, Founder & CEO, Admaa Consulting connects the principles with measurables and the strategy to achieve these measurables on the apparel shopfloor.
In short, providing a structured approach to design a lean process and suggesting major factors and strategies to consider in doing so… The first part of this series discusses ‘how to’ establish the guiding principles for designing a lean process; define goals and objectives of lean design process; and identify the measurables at plant and department levels. In the second part, ‘how to’ develop a plant-wide strategy for designing a lean process is discussed. In the last part, total of eleven department strategies with brief examples are explained.
Strategies
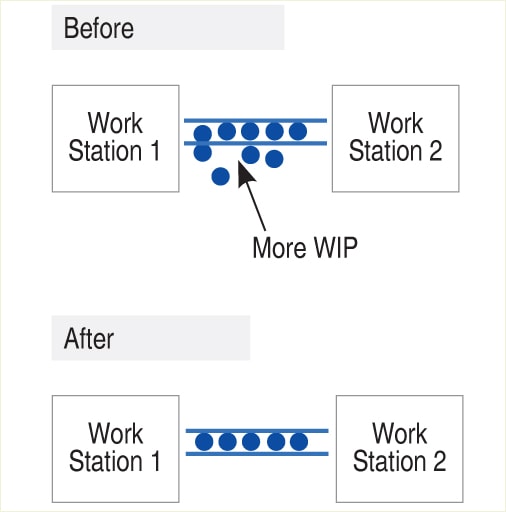
Strategy: 1 Reduce stock buffers Excessive inventory is a sign of inefficiency. Stock buffers only encourage inefficiency. By reducing stock buffers, we facilitate material transfer distance, Dock to Dock Time and WIP (Work In Progress). Let us take an example of cut-panels stock waiting to be processed for assembly (jackets or trousers). We usually find stock in excess of 3 days. We could easily bring the stock down to one day without doing much.
Strategy: 2 Balance the line on the basis of Takt Time Takt Time is the time it should take to produce one piece of a product based on the customer demand. Essentially, the Takt Time balances the pace of production with the pace of sales. Takt Time = Available work time for the day/Customer demand per day Example: A garment company produces garments for the Indian market. The customer demand is averaged out as 480 garments per day. The company operates in one shift from 9 am to 6 pm with breaks (lunch and tea) equal to one hour per day.
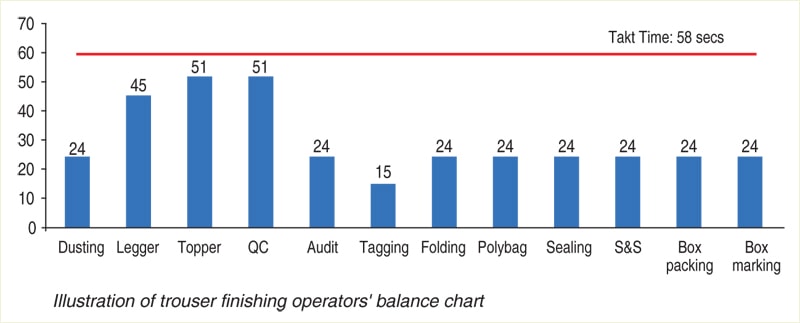
Available working time for the day = 480 minutes (deduct one hour from 9 hours) Demand for the day = 480 garments Takt Time = 480/480 = 1 minute = 60 seconds To produce as per Takt Time is not an easy task. It is important to ensure: • Breakdowns and defects are reduced. • SMED is successfully implemented. • Problems are resolved rapidly. • Pull system is introduced. While the company will certainly meet the output because each cycle time is less than the Takt Time, they will also have operators who are not fully utilized. Therefore, it becomes important to have guidelines to balance the line. Let us compare the two ways of balancing the line.
Traditional Way The traditional way of line balancing is illustrated below: 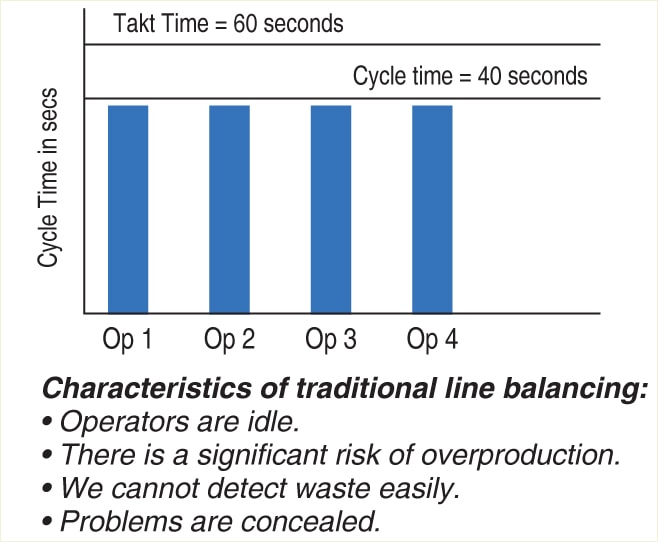
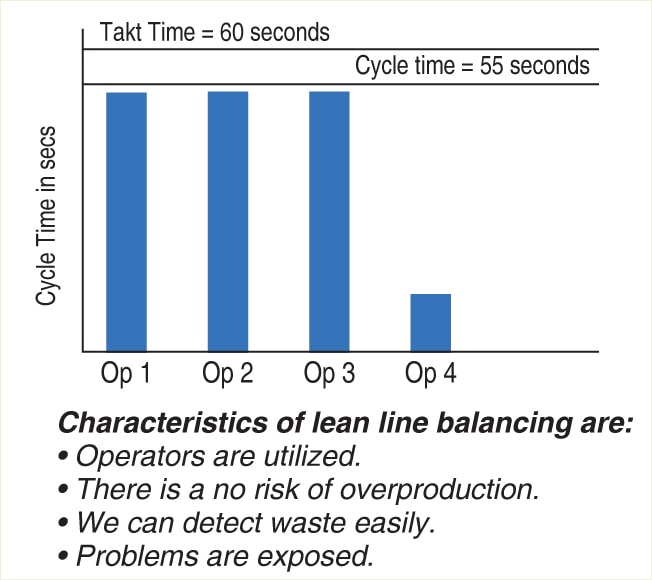
Lean Way The lean way of line balancing is illustrated below:
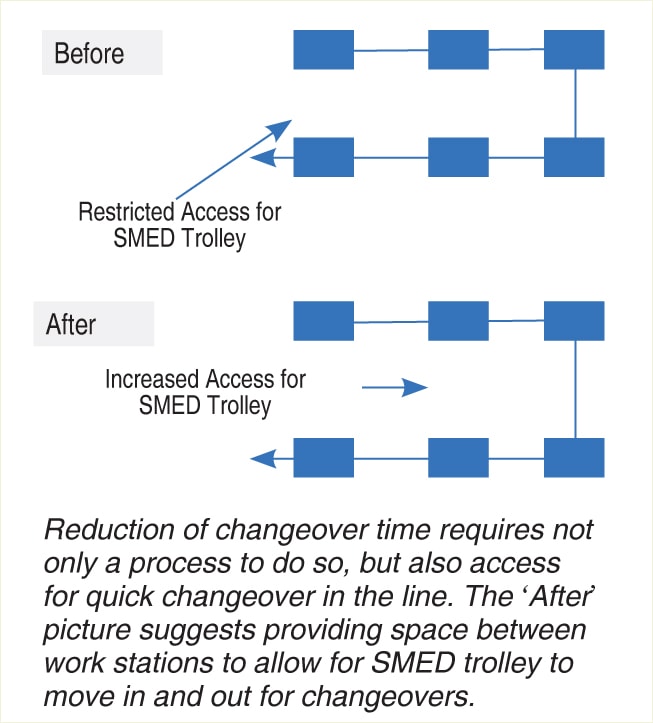
Strategy: 3 Provide access for Quick Changeover It is observed many times that lack of access for product changeovers results in amplification of changeover time. The illustration below suggests a better way to provide access for SMED or Quick Changeover:
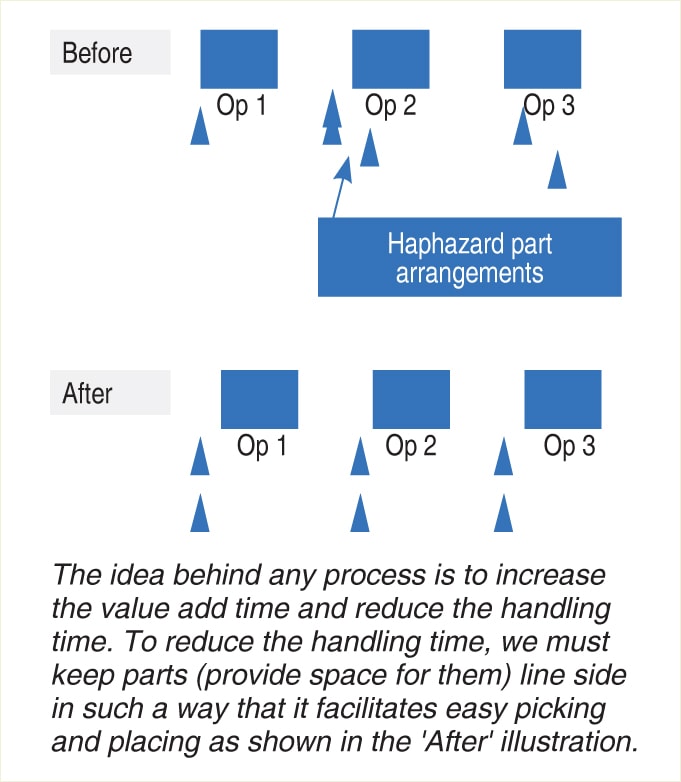
Strategy: 4 Provide adequate space on the line for keeping parts To ensure one-piece flow, it is necessary to keep parts line-side so that the operator picks what he/she needs depending on the type of job he/she is working on.
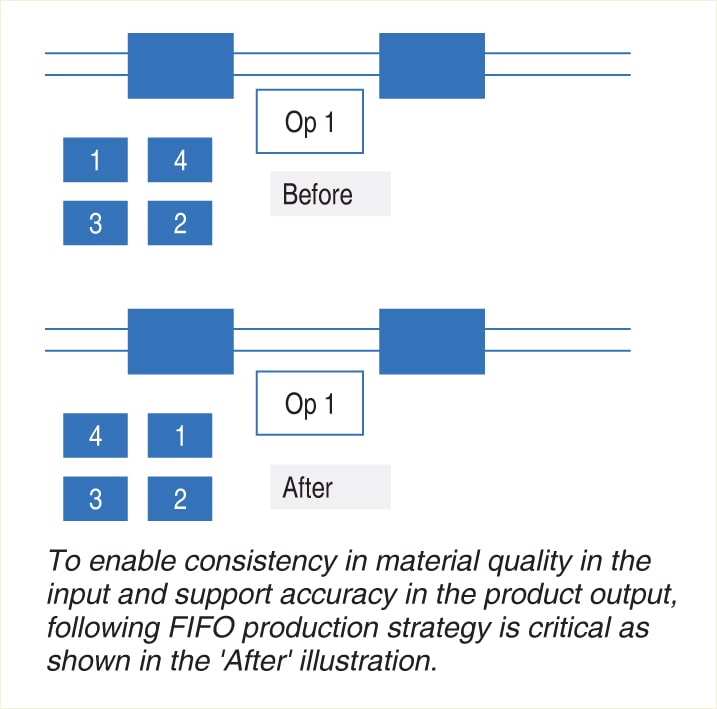
Strategy: 5 Ensure material consumption at each work centre is FIFO-based
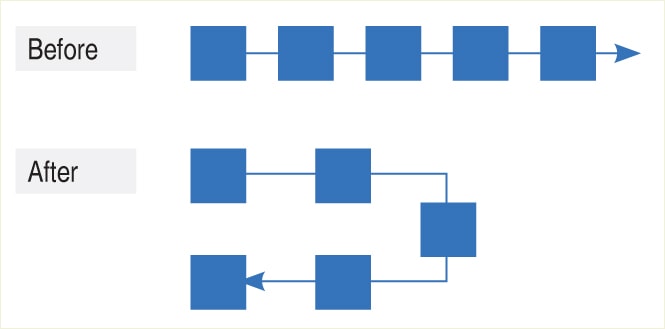
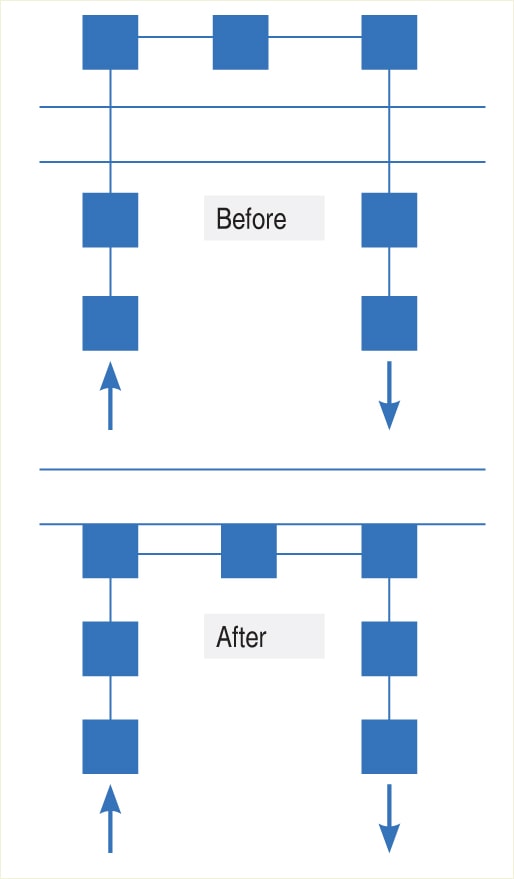
Strategy: 6 Use U-shaped lines where applicable A U-shaped layout promotes visual factory, machine density, reduction of material travel distance and operator flexibility. It can also facilitate better work distribution.
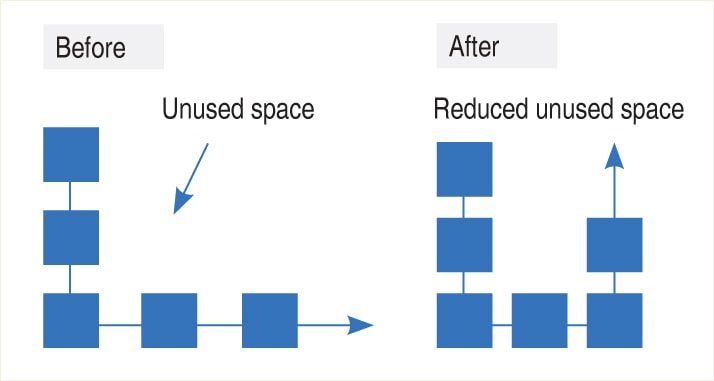
Strategy: 7 Eliminate any non-value add space Space that is not required between workstations and equipment will create an opportunity to overproduce, increase defects and increase inventory. Therefore, elimination of non-value add space is a must as shown.
Strategy: 8 Minimize transfer distance between operations Transfer distance between workstations can be achieved by eliminating buffers, reducing overall WIP, moving stations closer to each other and rearranging equipment.
Strategy: 9 Multi-skill employees day-in and day-out Wandering bottlenecks are the characteristics of apparel manufacturing because the workstation that is the slowest is the one that has the most unskilled operators. The solution to avoid this situation is multi-skilling on a day-to-day basis. Typically, during favourable absenteeism days, multi-skill operators are utilized for at least 1-2 hours. Natural multi-skilling can also be tried by rotating employees every two hours on one machine in a shift. By this way, within 2-3 months, the operator can pick up four skills.
Alignment across the entire organization occurs when we establish Lean principles and create strategies to implement them. The challenge always is to ultimately implement this strategy at the department level and at the individual level. The department-wide strategy facilitates alignment to the individual and helps sustain lean in the long run.
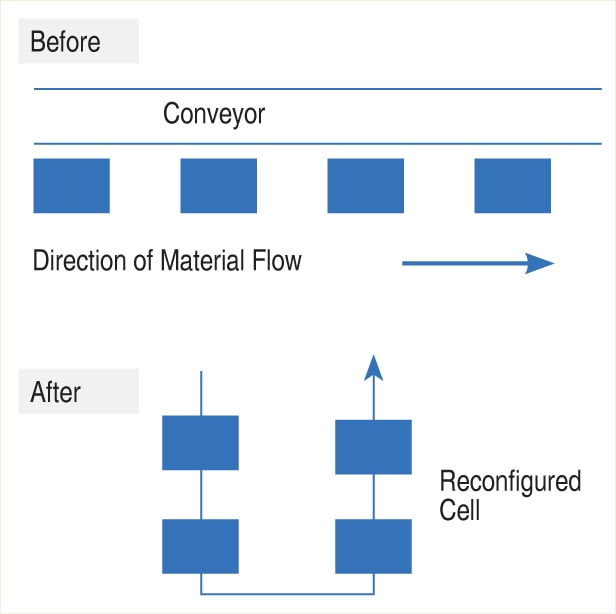
Strategy: 10 Eliminate the use of conveyors wherever possible Conveyors should only be used if production process warrants so. Try to avoid conveyors because they occupy fixed space and introduce a maintenance skill constraint. Instead workstations could be reconfigured as shown below:
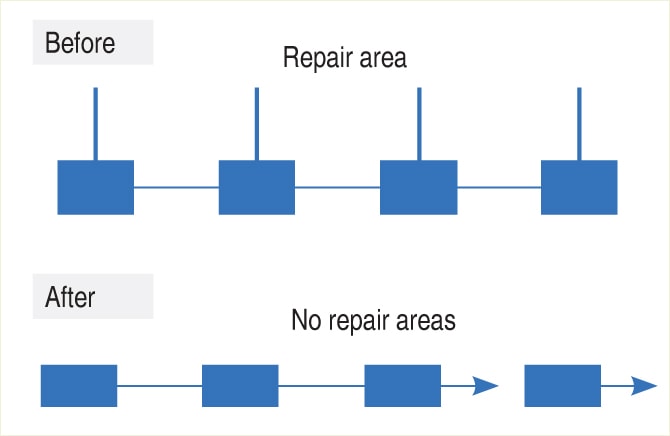
Strategy: 11 Eliminate fixed repair areas Repair areas only encourage defect creation by focusing on production number and not on quality. Repair bays are also sometimes called hidden factories. Elimination of hidden factories also facilitate the focus on root cause of defects.
The three articles published over the last three editions chart out a practical implementation path to achieve extraordinary results by:
• Creating a Lean vision for the organization.
• Establishing guiding principles to achieve that vision.
• Deciding the objectives.
• Implementing plant-wide strategies.
• Implementing department-wise strategies.







