Every individual is unique and poses different capabilities and capacities, which consequently results in different performance levels; so it is the responsibility of the organization to identify rational ways to clearly differentiate among ‘excellent’, ‘good’ and ‘not so good’ operators, so that every individual operator is paid what he/she deserves unrest and dissatisfaction.
Under same conditions an operator may perform uniformly, but the questions that need answers are: why does the same operator perform differently in different working conditions? How will one decide the different classes of operators? What will be the mode and mechanism of comparison? With whom one operator will be compared or what will be the reference benchmark or standard? And finally…, who will decide the benchmark?
Though rating is one such tool which is used for such comparisons, it is also one of the most controversial areas in Industrial Engineering, as the nature of rating is subjective which makes it open ended. Since many years there have been attempts to minimize or eliminate the subjectivity in the rating process and make it clear and objective, but a definite solution to this dilemma is the need of the time.
Manoj Tiwari, Associate Professor, NIFT Jodhpur and Dr. Prabir Jana, Professor, NIFT Delhi discuss the concept of rating, various popular mechanisms and practices used to rate the operators in apparel manufacturing, and attempt to give answers to the questions raised above.
It is important to understand “how we work” before discussing the concept and methodology of rating… It can be easily observed that different people take different time in completing the same task using same equipment, also the same set of people perform some particular task very well and fast but they don’t do so well with other tasks. Here, the ability of individuals and the attitude while working are key performance deciding factors and are within control of individuals.
As far as apparel manufacturing in particular is concerned, factors like ability and attitude of the worker may be improved through skill development training; however, there are some external factors such as quality of the material used (fabric, thread, interlining, buttons, zippers, etc.), condition of machine and equipment, and the working conditions (work place arrangement, light, noise, vibrations, temperature, etc.) which also affect the performance of operators. These external influences are beyond the control of the operator and while discussing an individual operator performance, such factors are taken as constant.
Rating
Considering that the external factors are constant, speed and method used to complete a task affect the output of an operator. While the speed (efforts, tempo, pace are synonymous to speed and may be inter-changeable) is regulated by the limbs movement when performing the task, method in the manner in which the task is done and standardization of method is a prerequisite. The process of rating/comparing the performance of an operator against a normal or standard performance is called rating and the numerical value (expressed as percentage) is called the rating value of the operator.
As the evaluation of normal or standard performance is judgmental and very subjective, rating is one of the most controversial areas of Industrial Engineering. Although to judge performance, different parameters are identified like speed, rhythm, effort, consistency, concentration, heartbeat, oxygen consumption and dexterity; each parameter is eventually evaluated as per the judgment of the person evaluating. An IE can develop such assessment skills only with a good and long experience.
All rating systems are actually subjectively evaluating several objective parameters!
Standard performance – To effectively rate people, it is important to set benchmarks for comparisons. The standard performance (or benchmark) may be speed expected of a qualified person working without incentive or at a regular day-work pace, using a standardized method. Generally for demonstration purposes, speed while dealing 52 cards in 0.5 min., or walking at 3 miles per hour (100 ft. in 0.38 min.), or filling the standard pin-board with 30 pins using the 2-handed method in 0.41 min. is considered as normal pace, and performance is denoted as 100 on the standard rating.
Why rating is required in apparel manufacturing
A number of reasons may be cited affirming the need of rating in apparel manufacturing. First and foremost need of rating is for skill levelling, as different operators possessing varying skills perform different kinds of task, which vary in complexity of the operation and efforts required. There has to be a rational way of judging the good and not so good operators for standardization of wages also. Uneven distribution of wages may cause unrest among good operators and they may feel disheartened for not being compensated for ‘extra effort’. Also, uneven wage payments are not good for an organization and may affect badly on labour retention, as well as the reputation of the organization.
Secondly, rating is required for the standardization of work in order to set the production targets. Effective and efficient utilization of available resources is one of the prime responsibilities of any IE and he/she must ensure the optimum utilization of resources.
Thirdly, rating is required for training on skill development for allocation of the right skilled person to a specific task in order to achieve the targets. Also, it helps in motivating the trainee operators to achieve excellence.
Rating systems
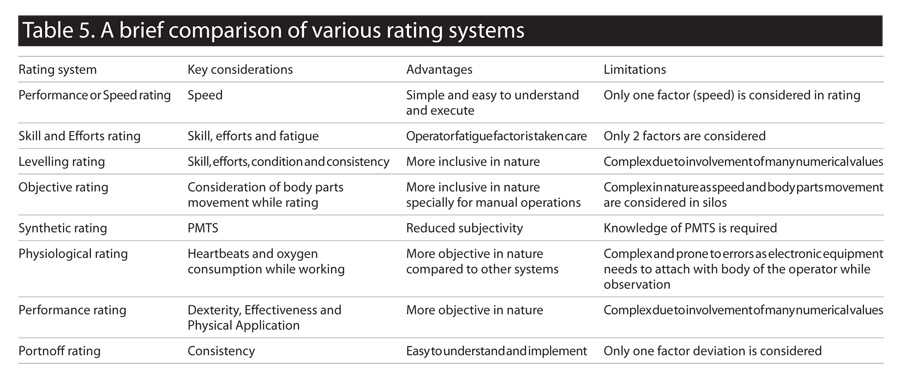
On what basis one should be rated or what should be the factors one should consider as base for rating, is a big question mark on the whole concept of rating. Is only speed or pace of work sufficient to rate an operator or should other factors such as skill and effort of the operator, working condition, consistency, also be considered? The aim is to make rating more inclusive and measurable by controlling the subjectivity.
There have been several systems used with varying degree of accuracy for rating the operator.
1. Speed or pace or performance rating – This system of rating is based on the single factor – operator speed, which is the reason why this system is also called speed rating system. The rating observer compares the speed of the operator’s movements to the standard speed. The rating factor is expressed in percentage and standard performance is equalto 100%.
2. Skill and effort rating, as developed by Charles E. Bedaux in 1916 – The unit of measurement is “B”, which has two components: one is skill and efforts, and other is fatigue. An operator working at a normal pace is expected to produce 60 Bs per hour, which is considered as standard performance, whereas the average incentive pace would be around 70 to 85 Bs per hour.
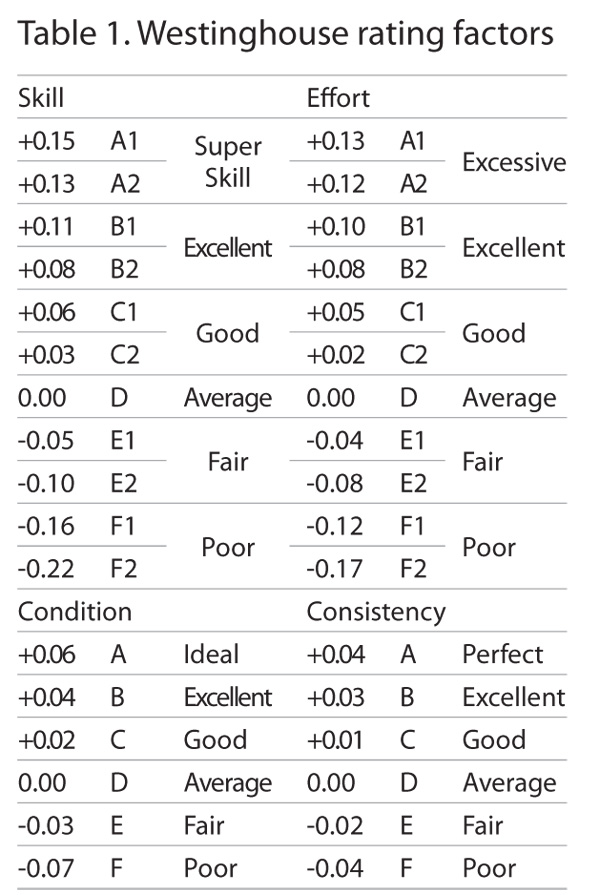 3. Levelling rating system developed by Lowry, Maynard and Stegemerten at Westinghouse (during mid-1920s) and also called LMS (following the first letters of developers’ names) – This system is based on four factors – Skill, Effort, Conditions and Consistency as defined in the table of Westinghouse rating factors (refer Table 1). These factors are further divided into 6 classes from one extreme to the other (like in case of skill, it is from super skill to poor skill). Further, skill and effort classes have two levels with numerical values assigned and the operator is evaluated by following the table and the observed time is normalized by applying the sum of these rating factors.
3. Levelling rating system developed by Lowry, Maynard and Stegemerten at Westinghouse (during mid-1920s) and also called LMS (following the first letters of developers’ names) – This system is based on four factors – Skill, Effort, Conditions and Consistency as defined in the table of Westinghouse rating factors (refer Table 1). These factors are further divided into 6 classes from one extreme to the other (like in case of skill, it is from super skill to poor skill). Further, skill and effort classes have two levels with numerical values assigned and the operator is evaluated by following the table and the observed time is normalized by applying the sum of these rating factors.
Assuming that the observed time is 43 seconds and by following the Table 1, rating of the operator is as below:
Good Skill, C1 = +0.06
Excellent Efforts, B2 = +0.08
Average Conditions, D = 0.00
Good Consistency, C = +0.01
———————————————
Sum = +0.15
———————————————-
This means the operator rating is 115% and the normal time of operation will be 49.45 seconds (43 x 1.15 = 49.45)
4. Objective rating developed by Dr. Marvin E. Mundel, a management consultant – As the first step in this rating system, operator speed is rated against the standard pace irrespective of the job difficulty. Later, allowance is added depending on the job difficulty considering the amount of body used, foot movements, eye-hand coordination, weight moved or lifted, handling requirements and bimanualness (requirement of simultaneous movement of both hands).The six difficulty factors, which are evaluated are:
 1. Body members used
1. Body members used
2. Use of foot pedals
3. Simultaneous use of hands
4. Eye-hand coordination
5. Handling of materials
6. Weight of resistance
5. Synthetic rating – In this system of rating predetermined motion and time standards (PMTS) are used as standards. The time observations are taken using Time Study and then the performance index or rating factor is calculated, which is the ratio of predetermined value of the operation and the time value observed.
6. Physiological ways of rating – When we work, we consume additional oxygen and changes in heartbeats are observed. Using this linear correlation between heart rate and oxygen consumption in the physiological system of rating, heartbeats and oxygen consumption are measured for the normal operator working at standard pace. Depending on the nature of work (such as light, medium or heavy duty work) heartbeats and oxygen consumption by the same operator may change, and a performance index is calculated by comparing these values to the values of the operator working at a standard pace.
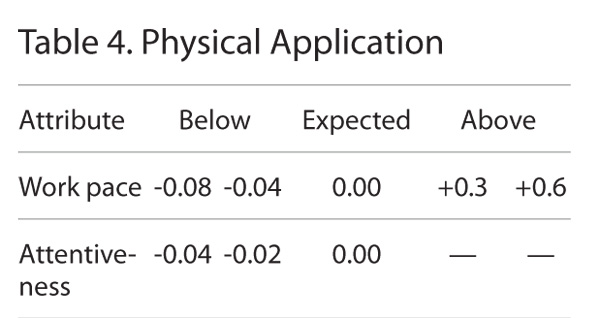
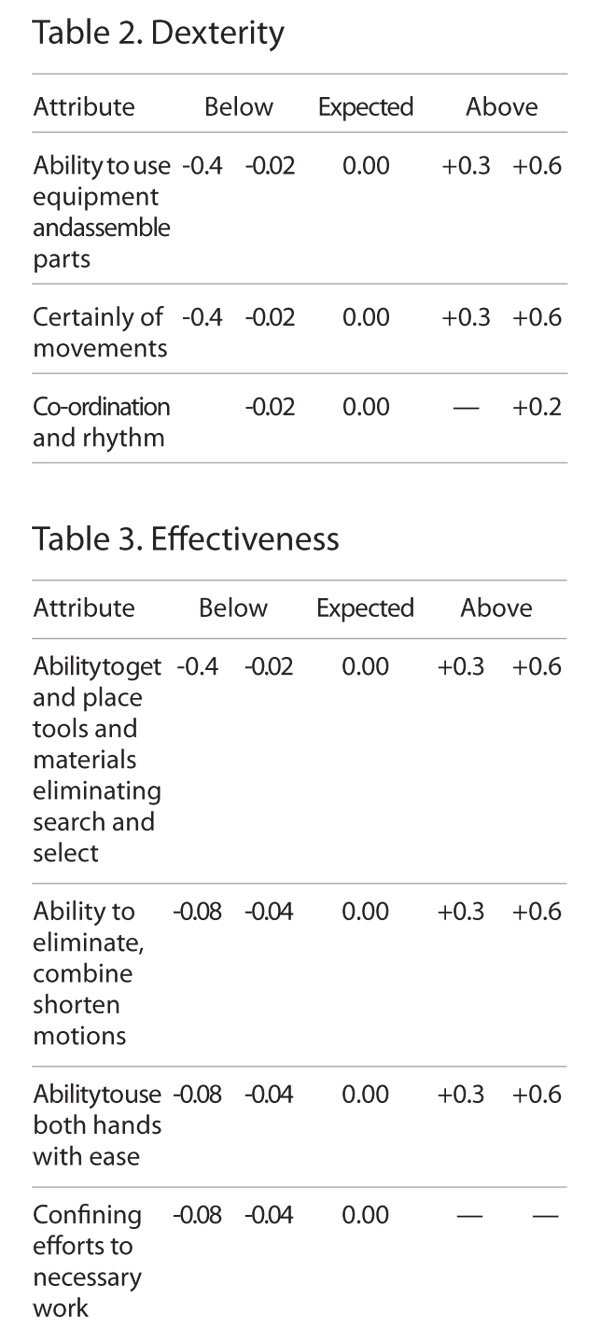 7. Performance rating plan – This rating system was also developed in Westinghouse Corporation during 1949 as an alternative to levelling rating system. This system attempts to evaluate the speed of an operator’s motions as well as the operator’s dexterity and the effectiveness of motions employed to perform the task. The three major classifications are: Dexterity; Effectiveness; and Physical Application (refer Tables 2, 3 and 4).
7. Performance rating plan – This rating system was also developed in Westinghouse Corporation during 1949 as an alternative to levelling rating system. This system attempts to evaluate the speed of an operator’s motions as well as the operator’s dexterity and the effectiveness of motions employed to perform the task. The three major classifications are: Dexterity; Effectiveness; and Physical Application (refer Tables 2, 3 and 4).
In the performance rating plan, Dexterity is divided into three attributes (see Table 2), and similar to levelling, this requires the analyst to exercise good judgment, but it is presumed to be more objective.
The second category, Effectiveness is divided into four attributes (refer Table 3).
The third category, Physical Applications, is divided into two attributes and has interesting features (refer Table 4). The first is the maximum value that can be assigned to ‘‘work pace”, i.e. +0.6; and the second is 100% attention required for a rating of 100%.
A maximum limit of 138% is placed on all employees under this system. The performance rating plan reflects the theoretical “range of human capacity”. The rating range is –0.38 or 62% to 138%, which is a 1 to 2.25 ratio, the standard range in normal humans according to David Wechasler in the book Range of human capacity.
8. Portnoff rating system – The fundamental premises of the Portnoff Impartial rating system is based on the assumption that for each manufacturing organization and particular job classification, there will be a predetermined deviation range, as the sewing operation is manual and therefore performance of any operator is bound to have deviation whatever minimum it may be.
Arbitrarily, selecting a 30% element deviation by operator from minimum to be accepted as 100% performance in a particular factory, a Time Study of an operation involving seven elements for each of which ten readings were recorded, was done. The list below shows the time one of the elements (ten readings) reads, respectively 0.21 – 0.25 – 0.23 – 0.24 – 0.23 – 0.21 – 0.22 – 0.22 – 0.25 and 0.23. The deviation from minimum in this particular example from the elements shows the difference between a high reading of 0.25 minutes and the minimum time of 0.21 minutes which figures to 0.04 minutes. The calculation of 0.04 minutes divided by 0.21 minutes gives the maximum deviation from the minimum percentages to equal 19%. As up to 30%, deviation is accepted as 100% performance in this factory; the operator with only 19% deviation will be higher rated than 100%. And the calculation is 30%-19% = 11%. So the operator is 11% higher than 100%, giving a rating of 111%.
 Recommended approach to make rating more rational and acceptable
Recommended approach to make rating more rational and acceptable
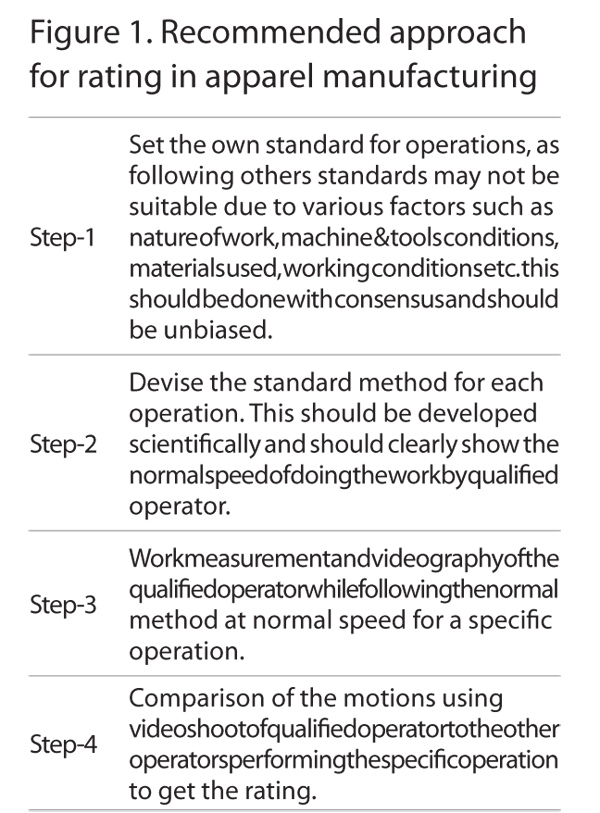
However rating is quite subjective in nature and there is no clear cut guidelines available, still to minimize the controversies rating should be done with utmost care and it should be simple, concise and keyed to the well established benchmarks. In order to make rating more rational, a 4-step approach is recommended as shown in Figure 1.
Establishing the standards and incentives
Researches reveal that the time taken by the best operator in performing a particular operation is approximately half (0.5 or 50%) to the time taken by the slowest operator when performing the same operation. However, a majority of the operators take almost same time using the same method and this time falls between the smallest and the longest time taken by the fastest and the slowest operator respectively, basically due to other factors such as machine, material and working conditions, which are kept constant for the operators.
The concept is best understood taking the case of front pocket attachment to a formal shirt. Assuming that the operation is done manually using single needle lockstitch machine, shirt panels are pre-marked and pocket is ready after creasing using iron. In total 30 operators were observed and for each operator measurement observations were taken 10 times. The distribution of average time taken in performing the pocket attach operation by different operators is shown in the Table 6.
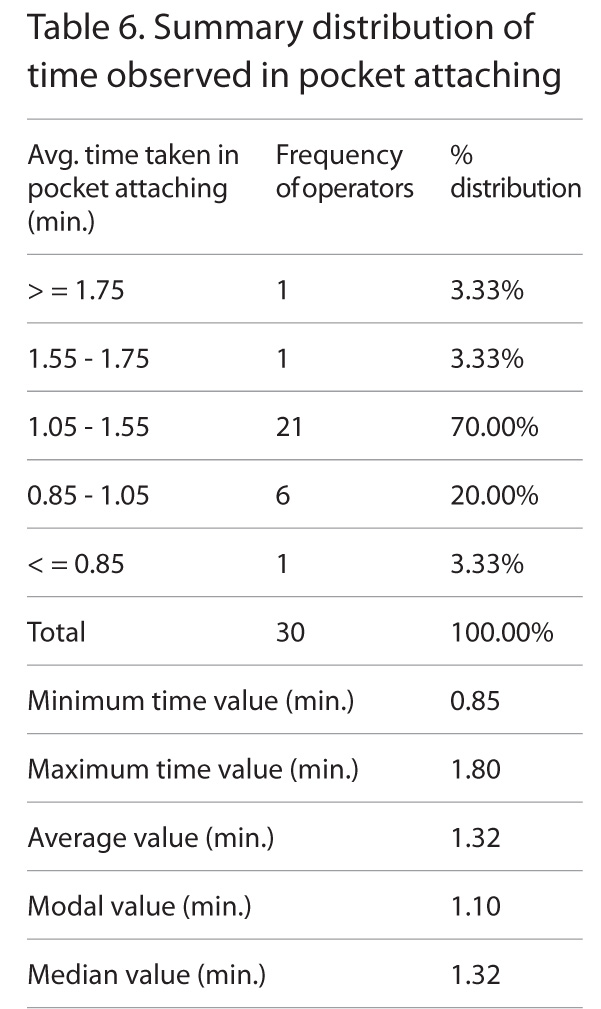 Analyzing the data collected in the above operation (refer Table 3, Summary Distribution of time observed and Chart 1: Operators – Time distribution while pocket attach) it is found that the fastest operator is working at more than double pace of the slowest one. However, majority of the operators (70%) are taking time between 1.05 minutes to 1.55 minutes.
Analyzing the data collected in the above operation (refer Table 3, Summary Distribution of time observed and Chart 1: Operators – Time distribution while pocket attach) it is found that the fastest operator is working at more than double pace of the slowest one. However, majority of the operators (70%) are taking time between 1.05 minutes to 1.55 minutes.
The question that arises is, “How to set the production target and it should be set with respect to what?” Of course, the production targets can’t be set as per the slowest one, as it will be lowering the standards and under-utilization of resources which will result into financial losses. Setting up targets with reference to the fastest one may lead to planning failure as majority of the operators will not be able to achieve the targets.
Following the Step 1 to 4 of Figure 1, once the standard method is agreed and the time standard for normal speed following the standard method is set (the same can be treated as Normal or 100% performance), rating can be done and so the incentives. It is recommended that the targets should be a “bit tough one but achievable”, doing so will encourage operators achieving the targets and may lead for productivity improvement.
It is also observed that average incentive pace is generally kept 25% above the normal performance, with a range of +/- 15%. For example if the standard pace is at 1.10 minutes (for the distribution shown for pocket attach in Table 3 and Chart 1), average incentive should be set at 0.825 minutes (25% above normal). Further the operator getting the average incentive should be taking +/- 17% from 0.825 minutes that is 0.68 minutes to 0.96 minutes. The operators falling in this group are expected to earn incentives between 12.25 % and 37.75%, while the operators who are taking time between normal standard time (1.1 min.) to 0.96 minutes are expected to get incentive of 12.25%.
 Rating scales
Rating scales
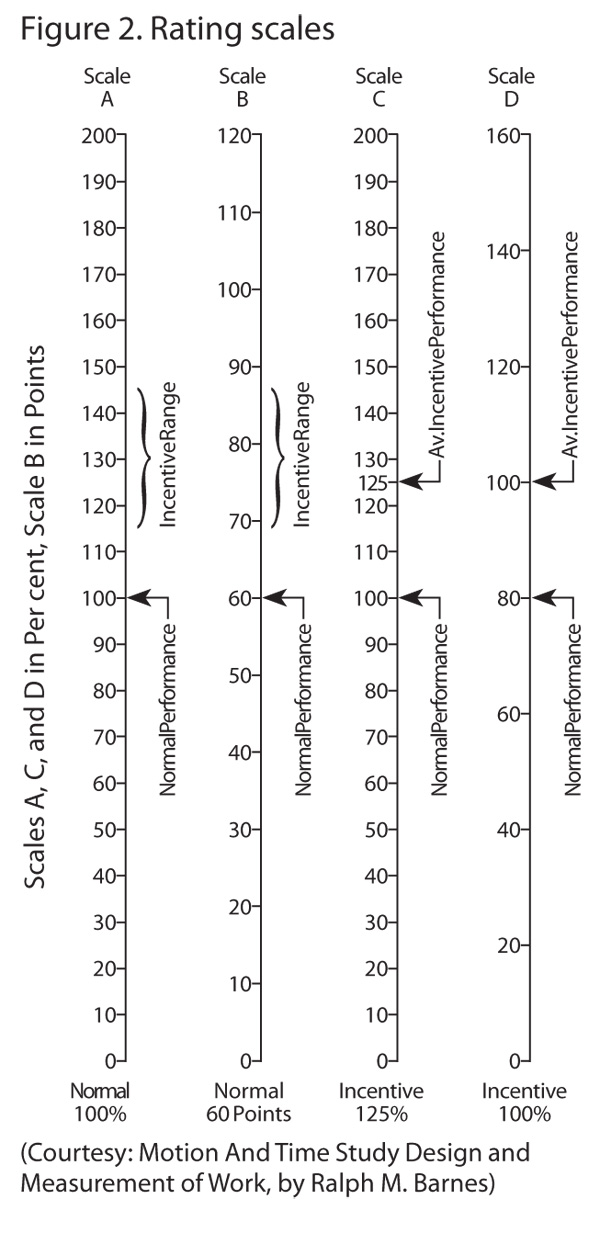
There are several rating scales, the most common of which are 4 types, as shown in Figure 2 that are used for rating the operators. Such scales are used for comparing the observed rate to the standard rate of working and able to provide a numerical value of comparison. The major difference is in the units of measurements, like we measure length in centimetres and inches on a same scale. As far as rating is concerned all are more. The only difference is, one shows rating in percentage and other shows it in points.
Scale A – 100% equals normal performance – Average incentives falls in the range of 115 to 145, while group average will be 130% rating. Maximum expected performance is up to 200. This is the most popular scale used for rating.
Scale B – 60 points equals normal performance – Average incentive pace falls in the range of 70 to 85 points. Maximum expected performance is 100-120.
Scale C – 125% equals to incentive performance – It’s same like Scale A, but the comparison is done from average incentive pace (125%) not with the normal performance.
Scale D – 100% equals Incentive performance – 80% equals to the normal performance and incentive performance is kept 25% above the normal performance.







