
A foreign company by origin, but an Indian company by team, Bangalore based Aquarelle is a benchmark example of how to run a global company using standardised procedures and processes. The casual wear division of CIEL Textile Group, Mauritius, Aquarelle has even standardized the machines used on the production floor across all factory locations along with their model numbers and brands, according to the operations. The company believes in presenting a global face and it is the product which is offered to the buyers and not the country in which the product is made. Though each country has a similar way of functioning, small twists have been built in to make the system workable in each country. Ashok Kumar, Global Head – IE shares with team StitchWorld details of the Indian operations and how global practices works well for the company.
Thorough pre-production systems for smooth production…
“We have a very strong pre-production culture here; it starts with the discussion of the feasibility of the style along with the costing. We also share the concern we have regarding stitching, washing, embroidery or anything we feel may cause a problem or can be done in a better way,” explains Ashok Kumar, Global Head – IE.

Once an order is confirmed, the finer points are discussed with the sampling, technical and marketing teams. Another set of meetings is held with all the departmental heads to discuss the confirmed styles every 15 days, of which the feasibility study is done every day. In these planning meetings, the teams sit to plan production strategies for coming two months, discuss the orders, while at factory capacity meeting the order quantities are analysed and the requirements in terms of machinery, equipment, skills or any other needs for the upcoming orders are discussed. The factory keeps a 3-month visibility period where analysis of the kind of skill required for the upcoming styles are to be procured.
Sampling, the 2nd phase of pre-production is done in four stages… It depends on the buyers’ requirements as to how many samples he requires. First there’s a stage sample, followed by a fit sample, then the size-set sample and then the proto sample. Following the sampling process, the production department conducts a pilot run at the factory, which is the 3rd phase of the pre-production process.
The pilot run starts in the production line itself, about 10-12 days before the production needs to begin, depending on the kind of wash that is required in the garment. On an average, there are 1 or 2 pilot styles in the line. Any problems that are encountered in the pilot run are reviewed and discussed so that it does not occur in the production line and cause machine breakdown or downtime. Along with the raw materials for the garment, the right machines are also placed in line. In case, any special machines have to be rented or leased for final production, the same are arranged for in advance so that there is no delay during production.
“At every stage in our production process, we have a champion, who is the best in that field. We have a pre-production engineer, who coordinates with the people and gets the tasks done,” avers Ashok.
Cutting room…

Since 80 per cent of fabrics used in casual shirts are checks, which is Aquarelle’s forte, the factory does not use automatic cutters. In shirts that use checkered or striped fabric, matching is required at the pocket and sometimes even the sleeve plackets need to be matched along with front placket and collar top down.
In terms of automation, factory engineers have manufactured pintables for use in the cutting room, which is customized to their requirements. The company believes in performing their own experiments, rather than making huge investment. “In case we put in automated cutters, we would need to run two shifts to get the ROI, so we are still figuring it out. Because this is a small unit, and you need to cut at least 10,000 to 12,000 pieces with an automatic cutter per day to make it viable. We have plans to save money from such experiments and then use it to further automate our processes,” states Ashok.
The company is working on the end-bits management and its optimization. Although, there are quite a few software’s in the market for the same, Aquarelle is trying to come up with their own and have succeeded to a level where they are able to save up almost 0.5 per cent fabric from their algorithm.
“Our main focus is always to keep the system in place so that not everybody is required to be involved in the day-to-day ongoings of the factory. If the systems don’t deviate, there will not be many anomalies to handle. Before we implement any solutions and invest in it, we experiment in our own way and then check if the available technology can be used in our organization,” says Ashok.
Part preparations in cutting room…

After cutting, there is a group of operators in the cutting room to perform three basic preparatory operations for the entire 500-5,000 pieces – buttonholing, placket attaching and sleeve attachment to ease the skill balancing in the production line. There are even operators that work on two machines at once, made possible due to the folder and other working aids that are attached in the machines.
Innovative ways to monitor workflow and support efficiency…
Maintenance, IE and technical departments all work together to make attachments and machines that are needed inline, in the factory itself. There are trial runs for folders and attachments made in-house to ensure they fit to the production requirements. Once a machine made in-house, works well and accepted by the operators, it is replicated for wider use. Such synthesized machines are made in a way that they are easy to handle and maintain, so that the operator can self-maintain the machine rather than wait for a technician to come. This reduces downtime and gives the operator a sense of responsibility and ownership.

The pocket making/pressing machine at Aquarelle has been fabricated in-house and are extremely flexible. The die-sets are very simple to make as compared to the die-sets in European or Chinese machines, which are costly. A die for any pocket size can be made in Rs. 4 and so are easily created according to the types and sizes of pockets. It gives more productivity and also uses less energy. Since it is easy to handle, operators do not require much training and hence it is a de-skilling machine. The company has fabricated five machines and are in the process of fabricating 10 more. It has a suction system and a stacking system that aid the whole process.
The innovations in the factory are done wherever there are any problems and even though they are not named as ‘lean tools’, they work in the same manner. The factory has a clear visual system, where the ‘Δ’ sigh is for efficiency, and the ‘o’ is for quality.
These are also colour codes, where green stands for above 75 per cent efficiency, yellow is to depict under 60-75 per cent efficiency, and red is for people working at efficiency below 60 per cent. “By just a glance, we can figure out the status of both the worker and the production level. Our Visual Management provides assistance to the management teams and is standardized across all our factories, anywhere in the world like Mauritius and Madagascar,” says Ashok.
The production floor maintains productivity and quality sheet, which displays operator’s performance and hung in front of the operator’s workstation. It shows the daily performance of the operators on top and the quality performance is displayed at the bottom. This is an indicator of the level of work done by ‘RFT’ – Right First Time method. If it is green, it means that the operator is working at 97 per cent or above level, if it is orange, the work is at the 93-97 per cent level, and if the level is below that, it would be indicated by red. The list also indicates the number of operations that the operator knows and their absenteeism records.
Factory layout…

The Aquarelle factory has been set-up in a U-shaped layout, which provides easy-flow of material throughout the production system. There are on an average 380 machines running at any point of time in the factory, which have a manual hanger system in place for material handling. The factory maintains 3 days’ worth of fabric and has a centralized warehouse, which is located 5 kilometres away from the manufacturing location. 10 per cent of the fabric used is inspected for quality assurance.
Production floor…

“We have Kanban cards, which take care of our WIP. In case we plan 1,000-piece production for a day, we keep 400-500 pieces’ worth of WIP. Our Kanban Supermarket is stocked according to the daily production planning and all cut parts are stored at one end of the production floor,” shares Ashok.
Aquarelle uses many machines from Brother and states that the machines have worked well for them… It is also easier to maintain the spare parts inventory for one brand of machines, rather than for various brands. They have Juki machines too, for example, the buttonholing machines, which are claimed to be the best in this segment. Recently the company bought 19 Brother 7300 DigiFlex machines for one of their smaller units. Such a choice has been made as the machine allows the user to store the setting done on one machine for a specific fabric and set the other machines in the line all at once. Since the settings or parameters are stored, they can be easily recalled, whenever the same fabric is used. This reduces the time taken in machine setting during style changeover. The machine also comes with a thread-sensor, which informs the operator, when their bobbin thread is empty. It even has a feeding system that takes care of the uneven thickness of the fabric at seams and joints. Currently, there is a lot of training in progress for the machine and it may take up to a year to get the optimal usage of the machine and use all the parameters.

The production room has UHS (Unit Handling Solution), which is a manual hanger system that goes on from loading the cut parts until finishing. The system has worked well for Aquarelle and has aided in managing production in their lines. UHS has also reduced the number of helpers required in the line and also the time taken in bundle opening and picking out the piece to be worked on, which facilitate increase in operator productivity, along with saving space in the factory.
Aquarelle also uses VAS (Visual Analysis System) to aid the Industrial Engineering Department. Praising the system, Ashok states, “VAS is a very good IE tool for training operators, calculating SMV and standard operations. We can see major improvement in the efficiency. The system is a very useful tool to create SMV database along with standard videos, operational breakdowns of styles, maintaining skill matrix, deskilling IE team’s work to establish a common database and ease the communication across the factory.”
Commenting on the time taken for any style, Ashok avers, “Our SAM varies from 18 minutes to 35 minutes, depending on the sleeve length, number of pockets, season and customer. Templates are used in production of collars and cuffs to ease the operation and attain fixed quality in each piece which also leads to de-skilling any operator,” declares Ashok.
Each floor of the factory has alarms that set off when any abnormal situation takes place. In case the boiler starts acting up, any personnel on the floor, who notices the alarm light can act on it.
Maintenance room…

The well-stocked and innovatively managed maintenance room at Aquarelle is benchmarked, as per 5S practices. “We compete at a Japanese factory competition – ‘ABK AOTS – CUMI “5S” Award Competition of Best 5S Practices’ – with external competition, which are not just from the apparel industries, but from many industries; and our factory received the ‘Excellence Award’ last year and the ‘Sustenance Award’ this year. We have even applied for the tag of ‘model factory’, which is the toughest tag to receive,” shares Ashok.
Any tool, spare part, folder or equipment required in the factory is stored in the maintenance room, managed to the level that anyone can fetch whatever is required within 10 seconds. The 5S system works well for the company and even helps in handling the inventory of all parts required.

If in case there is a breakdown, and any spare part is required to restore the machine, there need not be a commotion in the whole line for the same as the maintenance team is trained sufficient enough to handle the anomaly. Also, if any mechanic or technician removes a tool from the board, they leave a chip at its place which bears their name and photograph. This method ensures that the tool is never lost and is traceable anywhere in the factory. The cupboards and drawers are all marked and labelled, guaranteeing that even if the maintenance team is absent, whoever requires any tool can locate it with the help of labels and markers.
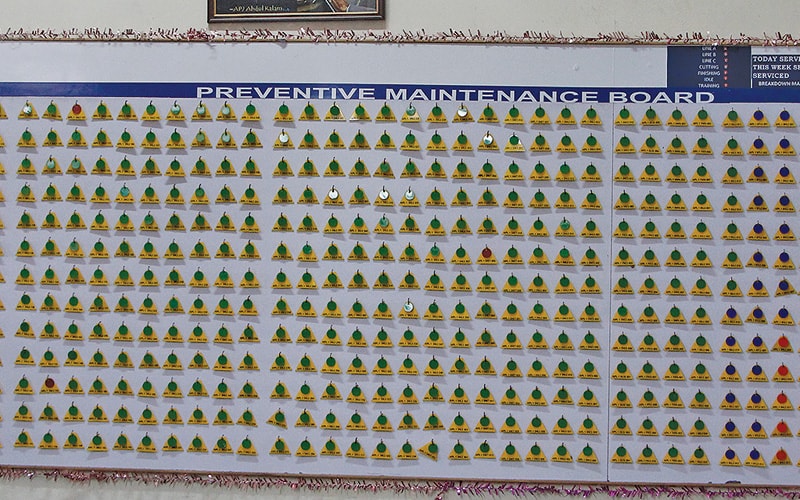
The maintenance room has a wall of matrix, which is to keep track of the maintenance of the machine in each line of the sewing floor. The company follows preventive maintenance and uses the matrix to ensure all machines are serviced at the correct time. It also benefits in keeping note of the machines that need maintenance or are currently broken-down. All the lines are colour coded, where green is to depict the machines that have been recently serviced, for which files are also maintained tracking the dates when the machine was calibrated, or when it had a part changed. Yellow is used to depict the machines that need to be serviced and the red ones are to show the machines that are currently not in use due to break-down. This wall-matrix aids in visually keeping track of the maintenance plans for the whole year. There are in total 14 people in the maintenance team.





