In the current competitive business environment where there is no scope of any kind of wastages, the operations need to be run in the most efficient and effective way. For optimization of resources everything, right from Man, Machine to Material, needs to work flawlessly and seamlessly in unison. Though productivity and quality are important indicators to monitor performance of the three ‘Ms’, they are unable to show the true picture, hence are partial in applications. OEE (Overall Equipment Effectiveness) is a lean tool which helps in measuring the processes with a holistic approach covering availability, performance and quality. Manoj Tiwari, Asst. Professor, NIFT, Gandhinagar discusses the key features of OEE, a possible methodology to measure it and its benefits in context of apparel manufacturing.
Different lean tools have been widely practiced in manufacturing set-ups, including apparel manufacturing across the world and are considered as key performance measure in TPM (Total Productive Maintenance). However, significant applications of OEE, a part of the lean concept have not been seen in apparel manufacturing yet. Lack of awareness of productivity and quality issues (cost of poor quality) and little or no emphasis on machine maintenance issues, difficulty faced in calculations and ability to correlate the results to benefits in value terms, may be considered as the key reasons for such a scenario.
Today, productivity and quality are taken seriously and seen as one of the indicators of health of an organization. But at most times these indicators are analyzed and calculated in isolation without considering the other, which doesn’t give the clear picture. For instance, we never know how much utilization is there of the machinery in a manufacturing set-up. On a fine day, there are chances that both the productivity and quality of produced garments is fairly good (separately), but machine is available only for few hours out of the total shift hours, which would induce serious losses as we don’t know the machine/equipment utilization.
Here the need is to observe Availability, Performance and Quality together to get a clear and precise idea about how well the machine is being used. OEE (Overall Equipment Effectiveness) is the process tool which helps in this regard as it takes into account all three factors of availability, performance and quality in unison and hence guides us on the systematic steps required to be taken for overall improvements.
Availability
Availability, in simple words means, how much time the machine has been actually used against the total time available, to work on the machine for the services or products.
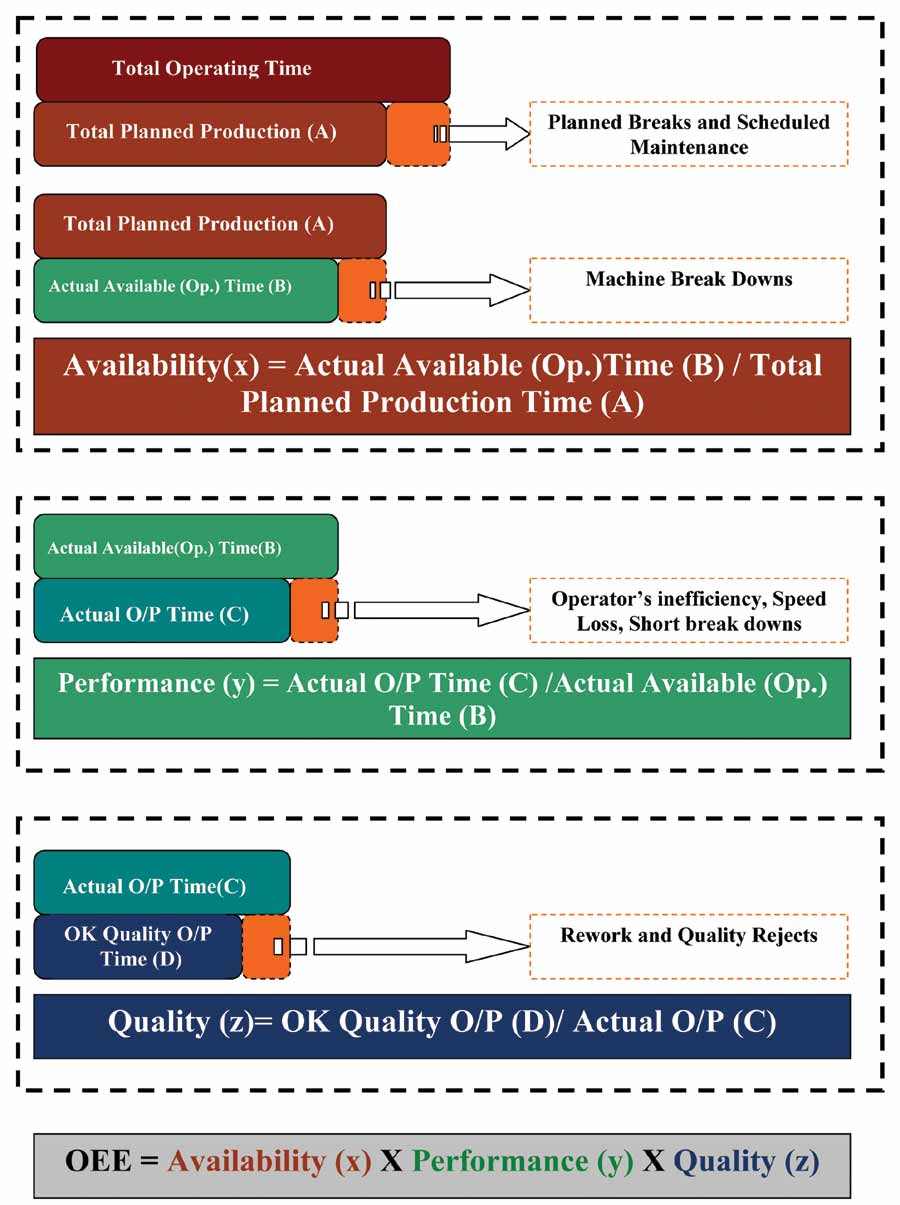
Availability is the ratio of total available (operating) time to the total planned production time.
OEE is a lean tool in apparel manufacturing which helps in observing holistically three factors – Availability, Performance and Quality – to get a clear and precise idea about how well the machine is being used and simultaneously guides on the systematic steps required to be taken for overall improvements
Availability can be easily calculated from the total working/functioning time of the organization, for example, say 8 hours or 480 minutes in a day. But this is not the production time, as there will be some planned breaks (tea and lunch) and there may be some planned machinery breakdowns for scheduled maintenances. Here we need to subtract the break times and planned/schedule machine breakdown times from the total shift time, as the operators and machines are not supposed to work in these breaks. The resultant is called “total planned production time”.
Total planned production time = Total operating time – (time allotted for planned breaks and machine breakdowns for scheduled maintenance)
But while working, there are some breakdowns (sudden machine breakdowns, time consumed in machine settings, folder/work aid adjustments, start up losses, unavailability of materials, etc.). Due to these losses, the operator is unable to utilize the total production time; however he was willing to work for that time. Hence it can be said that total available (operating) time is again a fraction of total planned production time.
Total available (operating) time = Total planned production time – (time consumed/wasted in unplanned/sudden breakdowns and start up losses)
Performance

This is the second parameter used in calculating OEE. There are chances that from the actual available time also, operator is unable to utilize it completely. It may be due to operator’s inefficiency, machine speed loss (machine not functioning at predefined/theoretical speed), small interruptions like thread breakage, needle break and changes, wrong method used while stitching, unnecessary extra movements, wrong work place lay out, etc.). In this situation the actual output is not as the calculated/planned or theoretical output. This again should be calculated in terms of time, like time consumed in actual output (Total time produced) and the total available (operating) time.
Performance = Total minute produced/Total available (operating) time
Quality
Quality is the third factor used in OEE calculation. In simple words, this is the indicator of conformance to the specifications in the finished product. It is the ratio of acceptable quality products to the total number of products actually produced in the actual production time.
Here it is important to note that in context of garment manufacturing, the time consumed in rework should be considered as time loss due to poor quality. So, like the performance factor, the quality factor should be calculated as ‘time’ instead of number of pieces. It can be calculated as the ratio of time consumed in acceptable quality products to the actual production time.
Quality rejects in the start up, rework, quality loss due to machine malfunctioning and material should be calculated in time terms and considered as quality loss while calculating OEE.
The OEE can be calculated by multiplying the all three factors (Availability, Performance and Quality) as shown below:
OEE = Availability X Performance X Quality
Total planned production time = Total working hours per day – (Time for lunch break + Time for tea breaks) = 480 – (30 + 10 X 2)
Total planned production time = 480 – 50 = 430 minutes
Actual available (Operating) time = Total planned production time – Time wasted in breakdown = 430 – 40 = 390 minutes
Availability = Actual available (Operating) time/Total planned production time = 390 / 430 = 0.9069 or 90.69%
Performance = Total minutes produced/Total available (operating) time
Total minutes produced = Number of goods produced X SAM value for one operation = 600 X 0.5 = 300 minutes
Performance = 300/390 = 0.7692 or 76.92%
Quality = Time taken to produce acceptable quality products/Total minutes produced
Time taken to produce acceptable quality products = Total minutes produced – (Time consumed in rework + Time wasted in producing rejects) = 300 – (30 + 40 X 0.5)
= 300 – (30 + 20)
= 250 minutes
Quality = 250/300 = 0.8333 or 83.33%
OEE = Availability X Performance X Quality = [390/430] X [300/390] X [250/300]
= 250/430 = 0.5813 or 58.13%
[Here OEE can be clearly said as the ratio of the fully productive time to the planned production time.]
It is interesting to note that in the above example while availability, performance and quality factors are 90.69%, 76.92% and 83.33%, respectively and individually looks fairly good, this has not given the true picture as it does not give an idea of overall usage of the resources. Significantly, the OEE is just 58.13%, which is an indicator that even after good figures of availability, performance and quality, we are effective only 58.13%, which is definitely satisfactory and there is huge scope for further improvement.
Benefits
OEE may be very useful for apparel manufacturing if practiced religiously. Effective monitoring using OEE may be helpful in finding out the key problematic areas or bottlenecks which are affecting the final effectiveness and may guide in solving them as per requirement. A priority list can be worked out so that action plan can be developed targeting improvements in the respective area. Time-to-time OEE can be calculated for a comparative analysis, observe the progress/improvements and to set the future course of action. In other words, it can be said; OEE monitoring guides us in differentiating between urgent and important.
The key benefits may be:
1. Monitoring and controlling of sudden machine breakdowns,
2. Analysis and improvement in set-up time for machines/equipments,
3. Machines/equipments idleness due to unavailability of material as a result of poor line balancing or wrong planning,
4. Highlighting poor machine conditions (those machines which have regular interruptions and speed losses),
5. Highlighting operators’ inefficiencies with the key problems; further training/skill development can be planned accordingly,
6. Improved work place design by highlighting issues with Man-Machine and Material placement,
7. Highlighting quality-related issues from particular machine/equipment or process.
At the same time, here it’s imperative to say that OEE is merely an indicator of equipment effectiveness, it is not the panacea of problems, but definitely it is capable to provide the real picture with complete coverage of all parameters that determine performance.





