 Competition from low cost sourcing destinations like Bangladesh, Vietnam and Myanmar has forced FOB exporters to improve on key performance indicators, viz. Productivity, Quality, Cost and Delivery (PQCD). However, seasonal nature of apparel business (that results in peak and slack demand cycles) and fire fighting environment on shop floor impairs sustainable implementation of improvement initiatives. In such a scenario, a comprehensive Quality Management System (QMS) can help manufacturers to standardize processes, adopt best industry practices, and improve straight through and OTIF (On Time in Full) percentage.
Competition from low cost sourcing destinations like Bangladesh, Vietnam and Myanmar has forced FOB exporters to improve on key performance indicators, viz. Productivity, Quality, Cost and Delivery (PQCD). However, seasonal nature of apparel business (that results in peak and slack demand cycles) and fire fighting environment on shop floor impairs sustainable implementation of improvement initiatives. In such a scenario, a comprehensive Quality Management System (QMS) can help manufacturers to standardize processes, adopt best industry practices, and improve straight through and OTIF (On Time in Full) percentage.
 Since all Quality Management Systems are aimed to achieve sustainable breakthrough improvements, it is up to individual factories to select one or more Quality Management Systems to meet its business requirements. In this new series Chandrark Karekatti, with years of shop floor and consulting experience in implementing QMS, will explain in detail about the implementation procedures of different QMSs, viz. TQM, ISO System and Six Sigma in textile and apparel sector. In the first of the three articles under the series, Karekatti deliberates the reasons for failure of QMS initiatives in needle trade and also explains step-by-step procedures for implementing TQM in textile and garment factories.
Since all Quality Management Systems are aimed to achieve sustainable breakthrough improvements, it is up to individual factories to select one or more Quality Management Systems to meet its business requirements. In this new series Chandrark Karekatti, with years of shop floor and consulting experience in implementing QMS, will explain in detail about the implementation procedures of different QMSs, viz. TQM, ISO System and Six Sigma in textile and apparel sector. In the first of the three articles under the series, Karekatti deliberates the reasons for failure of QMS initiatives in needle trade and also explains step-by-step procedures for implementing TQM in textile and garment factories.
Why improvement initiatives fail in apparel industry?
 One of the biggest impediments for sustaining QMS programs or any improvement initiative in garment factories is the work management culture across the organizational hierarchy. Ideally, in a factory an operator should dedicate 95% of the time on daily activities while middle and top management should respectively dedicate 50% and 5% of time for daily activities. (Refer Exhibit 1.1). However even a cursory activity analysis for middle and senior management in an apparel factory reveals a different picture. Senior and middle management often dedicate bulk of their time in addressing issues such as coordination, shortfalls, approvals, absenteeism, hold-ups, breakdowns, etc. With little to no time planned and available with middle management for improvement initiatives, these QMS/improvement initiatives are bound to wean off in time. Further, in most of the factories no buy-in and involvement of operators is sought in QMS implementation. With no participation from majority of shop floor workforce, such QMS initiatives often fail to deliver results.
One of the biggest impediments for sustaining QMS programs or any improvement initiative in garment factories is the work management culture across the organizational hierarchy. Ideally, in a factory an operator should dedicate 95% of the time on daily activities while middle and top management should respectively dedicate 50% and 5% of time for daily activities. (Refer Exhibit 1.1). However even a cursory activity analysis for middle and senior management in an apparel factory reveals a different picture. Senior and middle management often dedicate bulk of their time in addressing issues such as coordination, shortfalls, approvals, absenteeism, hold-ups, breakdowns, etc. With little to no time planned and available with middle management for improvement initiatives, these QMS/improvement initiatives are bound to wean off in time. Further, in most of the factories no buy-in and involvement of operators is sought in QMS implementation. With no participation from majority of shop floor workforce, such QMS initiatives often fail to deliver results.
TQM Methodology

TQM can be defined as ‘A Comprehensive’, ‘Organization-Wide’, ‘Effort to Improve the Quality of Products and Services’. In contrast to traditional approach of measuring product’s (garments, panels, etc.) quality, which relegates quality checker’s job to mere segregation of correct and incorrect garments/panels, TQM aims at developing processes, (through standardizing and adapting best industry practices) which can deliver products that conform to the customer’s specifications (Refer Exhibit 1.2).
Understanding the necessity of worker’s involvement and process standardization, TQM follows a 3-phase implementation process (Refer Exhibit 1.3).
Steps for TQM Implementation
A. Foundation Phase : Workplace Management by 5S
B. Sustenance Phase : Daily Work Management (DWM)
C. Improvements Phase : Kaizen Initiatives
It should be noted that 5S and DWM tools are meant for bettering and standardizing the ‘daily work’, while Kaizen aims at achieving breakthrough improvements.
A. Foundation Phase: Workplace Management by 5S

5S is the foundation tool in TQM initiative. 5S develops team work, improves employee participation, and improves standardization. Conceptually, 5S is aimed at developing a work culture whereby all employees including operators, supervisors and managers participate in problem solving process.
The 5S process starts by the Red Tagging Activity, which is aimed at identifying and resolving the abnormalities. Employees are encouraged to tag any abnormality observed and look for ways to resolve the tags. It is important to conduct regular reviews of Tagging & Disposal to maintain the momentum in the 5S Process. Each ‘S’, in the 5S process denotes specific activity. In shop floor implementation‚ author has witnessed that red tagging triggers a reaction among employees to think of ways to avoid reoccurrence of abnormality. Shop floor issues such as label mixing, trims mixing (thread, buttons mixing/issued) were drastically reduced by 5S implementation.
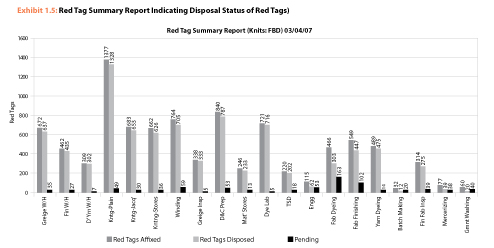 5S initiative in trim stores, (bin card system for PO/buyer) is found to give significant reduction in human errors (wrong issue) and human dependency. Similarly, visual controls at sewing/finishing for hang tag/labels by use of special colour coded trays were found to drastically reduce mixing errors. 5S also aided improvement of organic sustainable practices on the floor. Efforts such as waste segregation at source, for example organic (shaping waste for cotton, empty cones, threads) and inorganic (polythene, plastic cones, etc.) proved very productive. It is necessary to institute a pending tag review mechanism to ensure speedy disposal of abnormalities (red tags) to maintain the momentum of 5S initiative (Refer Exhibit 1.5).
5S initiative in trim stores, (bin card system for PO/buyer) is found to give significant reduction in human errors (wrong issue) and human dependency. Similarly, visual controls at sewing/finishing for hang tag/labels by use of special colour coded trays were found to drastically reduce mixing errors. 5S also aided improvement of organic sustainable practices on the floor. Efforts such as waste segregation at source, for example organic (shaping waste for cotton, empty cones, threads) and inorganic (polythene, plastic cones, etc.) proved very productive. It is necessary to institute a pending tag review mechanism to ensure speedy disposal of abnormalities (red tags) to maintain the momentum of 5S initiative (Refer Exhibit 1.5).
B. Sustenance Phase: Daily Work Management
 Daily Work Management pertains to consciously and consistently carrying out activities which must be performed daily (or regularly) to efficiently achieve the aims of each department. In principle, these activities aim to maintain the current status, although activities to improve the situation are also included. It involves developing and training manpower on daily work, through standard operating procedures (Refer Exhibit 1.6), and work instructions (Refer Exhibit 1.7). In various implementation projects, the author has witnessed significant improvements in quality and safety standards by implementing SOP/work instructions and autonomous maintenance system at fusing and sewing machine.
Daily Work Management pertains to consciously and consistently carrying out activities which must be performed daily (or regularly) to efficiently achieve the aims of each department. In principle, these activities aim to maintain the current status, although activities to improve the situation are also included. It involves developing and training manpower on daily work, through standard operating procedures (Refer Exhibit 1.6), and work instructions (Refer Exhibit 1.7). In various implementation projects, the author has witnessed significant improvements in quality and safety standards by implementing SOP/work instructions and autonomous maintenance system at fusing and sewing machine.
An important thing which should not be neglected is to prepare SOP for all activities and strictly follow the same; Exhibits 1.6 and 1.7 are examples of standard procedures of Daily Work Management. Probably, ‘standardize’ step of 5S can be linked to SOP creation.
Identifying and tracking Key Performance Indicators (KPIs)
 Since it is not possible to control parameters that we cannot measure, measuring and tracking actual performance against targets is important through identification of KPIs. KPIs are derived from customers’ requirements (internal and external) and business goals. Key KPIs identified for garment industry are Sewing Efficiency, Marker Efficiency, Work in Progress, Over Time, Rejection, Rework, Cost per SMV, etc. It is better to graphically represent KPIs in each department (Refer Exhibit 1.8). Tracking KPIs becomes important for taking a corrective action to bridge the gap between actual and target performance.
Since it is not possible to control parameters that we cannot measure, measuring and tracking actual performance against targets is important through identification of KPIs. KPIs are derived from customers’ requirements (internal and external) and business goals. Key KPIs identified for garment industry are Sewing Efficiency, Marker Efficiency, Work in Progress, Over Time, Rejection, Rework, Cost per SMV, etc. It is better to graphically represent KPIs in each department (Refer Exhibit 1.8). Tracking KPIs becomes important for taking a corrective action to bridge the gap between actual and target performance.
C. Improvements Phase: Kaizen Initiatives
 Kaizen is as continuous improvement approach that systematically seeks to achieve small and incremental changes in processes to improve efficiency and quality. One of the most notable features of Kaizen is that big results come from many small changes. Implementing Kaizen has successfully helped in identifying and eliminating unnecessary movement with the use of material handling devices like water fall systems, bundle trolleys (sewing), bar code system (data posting) and conveyer system at finishing and pressing, etc. The greatest impact of Kaizen is that it is led by senior management as transformational project. Kaizen implementation typically involves following steps:
Kaizen is as continuous improvement approach that systematically seeks to achieve small and incremental changes in processes to improve efficiency and quality. One of the most notable features of Kaizen is that big results come from many small changes. Implementing Kaizen has successfully helped in identifying and eliminating unnecessary movement with the use of material handling devices like water fall systems, bundle trolleys (sewing), bar code system (data posting) and conveyer system at finishing and pressing, etc. The greatest impact of Kaizen is that it is led by senior management as transformational project. Kaizen implementation typically involves following steps:
 1. Documenting the current process: Map processes to understand the current status. Mapping is usually done by Spaghetti Chart (Refer Exhibit 1.9) and SOPs. It is necessary to take out time to validate the baseline information and understand the happening on the floor. Spaghetti Chart has shown significant improvements in material flow, visual management, reducing duplication, etc.
1. Documenting the current process: Map processes to understand the current status. Mapping is usually done by Spaghetti Chart (Refer Exhibit 1.9) and SOPs. It is necessary to take out time to validate the baseline information and understand the happening on the floor. Spaghetti Chart has shown significant improvements in material flow, visual management, reducing duplication, etc.
2. Identify waste: Identify elements that do not increase the value of a product or service, but only increase cost. Aim is to attack items that impact Process Flow, Material Flow, and Information Flow.
 3. Plan new system: Having identified the items to be eliminated or improved, look for application of principles like Single-piece Flow, Minimum Inventory, TAKT Time, Pull Production System (Refer Exhibits 1.10 and 1.11 for Kaizen Improvement Initiative).
3. Plan new system: Having identified the items to be eliminated or improved, look for application of principles like Single-piece Flow, Minimum Inventory, TAKT Time, Pull Production System (Refer Exhibits 1.10 and 1.11 for Kaizen Improvement Initiative).
4. Implement new system: It is important not to dictate how things will be done. Ask team members, build coalition, hold progress meetings each day and keep Kaizen homework updated with the use of the Kaizen Newspaper.
5. Measure results: Measure results to identify if the targets are achieved and if the improvements are sustainable. Once these are positively confirmed make the new system into standards by adapting visual controls (boards, taping, signs, etc.).
Conclusion
 It has been identified that in most of the factories ‘work instruction’ and ‘SOPs’ become ‘static’ documents, rather than being ‘dynamic’ documents.
It has been identified that in most of the factories ‘work instruction’ and ‘SOPs’ become ‘static’ documents, rather than being ‘dynamic’ documents.
Improvement brought about by Kaizen projects in manufacturing processes and procedures should be updated in SOPs and work instructions.
Subsequent and continuous training of employees on revised SOP/work instruction will ensure sustenance of improvement achieved through Kaizen projects.
Since TQM philosophy is based on the premises of ‘continuous improvement’, it is necessary to practice Kaizen projects continuously, while the 5S and DWM will ensure sustenance of the improvements achieved.





