
 In all the earlier articles, the emphasis has been on the need of skilling operators on a production floor, now we need to discuss whether to multi-skill or not. While multi-skilling is required to balance the flow of work and to cover absenteeism, there are viewpoints which say specialized work force is more profitable than multi-skill operators. The question is not actually – specialized or multi-skilling the operator, but the reason for multi-skilling and the extent of multi-skilling required.
In all the earlier articles, the emphasis has been on the need of skilling operators on a production floor, now we need to discuss whether to multi-skill or not. While multi-skilling is required to balance the flow of work and to cover absenteeism, there are viewpoints which say specialized work force is more profitable than multi-skill operators. The question is not actually – specialized or multi-skilling the operator, but the reason for multi-skilling and the extent of multi-skilling required.
Let’s begin with defining ‘multi-skilling’. Any sewing operation consists of a number of sewing and handling skills and therefore every operator is technically multi-skilled. However, when referring to “multi-skilled”, the majority of industry managers mean that an operator is capable of performing a number of different operations.
Different experts deal with skill and operation differently; while some suggest an operation requires a set of skills, others prescribe that acquiring a skill set enables performing multiple of similar operations.
Skill Set: Enabling Multiple Operations
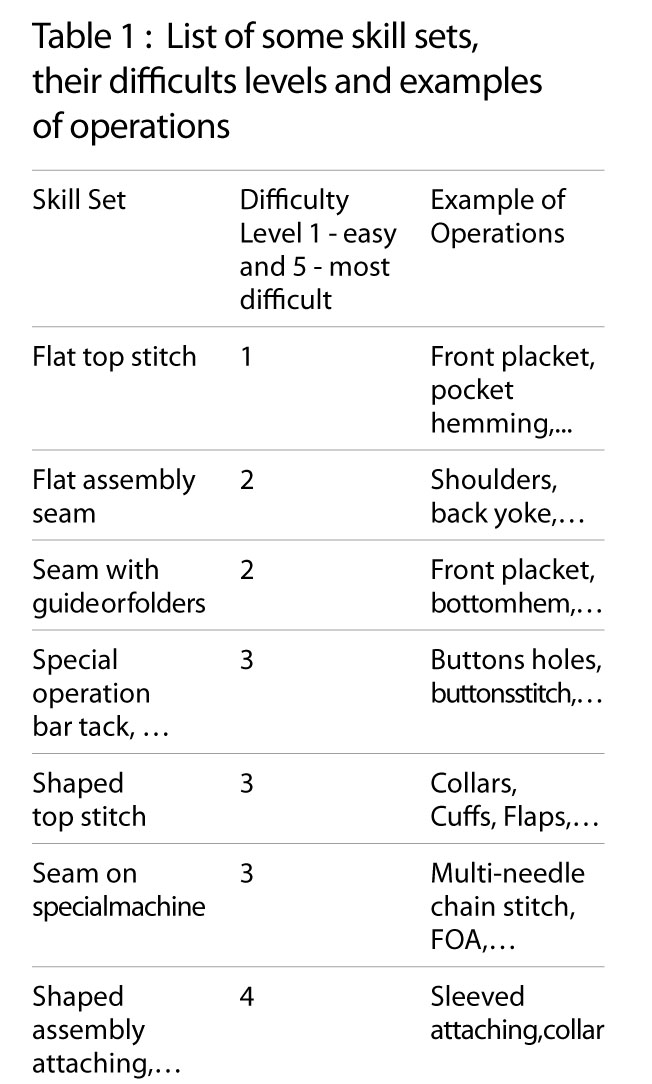
If we list down different skill sets such as a straight stitch on a flat surface vis-à-vis joining two concave and convex shapes, then we may categorize their difficulty levels and also group several similar operations into a skill set. The Table 1 alongside lists some skill sets, their difficulty levels and examples of operations.
The category of seam can be classified not only in terms of difficulty of execution, but also the diversity of handling. A multi-skilled operator may perform different operations of the same category with similarity of execution, given the same movements and same finger dexterity.
- Flat/straight top stitch category Operator who does top stitching on collar must be able to perform in cuff or flap as well.
- Special operation Operator handling button holes can also do button attaching or bar tacking.
- Shaped superimpose joining stitch Joining princess seam, collar attaching in neckline in a casual shirt…
Categorizing operations based on skill set has its limitations and is feasible to a point. Operators, however, have to adapt those skills to varying operations. As an example, a person who can top sew a cuff, should be capable of top sewing a shoulder seam also. However, the first application is handling a small piece and the second a very large component. In this case the operator needs to learn different handling skills as sewing never amounts to more than 20% of the work content.
Multi-skilling: Subset of an Operation
If a skill set means “generic skills” such as sew straight seam, sew 3 pieces together, etc. then there is no limit to how many can be listed down. The operator should be taught all actions necessary to perform certain operations. This can be 3-4 skills in a simple operation like joining shoulders to maybe 9-10 in a more complex operation like sleeve setting in blazer. Some examples of the generic skill sets can be:

Sew two pieces together
- Align at machine foot
- Sew multiple small bursts while pivoting in-between
- Sew concave to convex curve
- Apply easing
- Precision stop with needle down
- Use guide
- Match patterns (possibly)
Now let us discuss how multiple skills can become subset of an operation. Consider patch pocket attachment on shirt front. Here the operator is required to handle two pieces together, sew multiple bursts while pivoting in-between and precision stop with needle down; thus three skill sets are required for a single operation. In another operation for a princess line seam in ladies top, the operator is required to sew concave to convex curve, match notch marks during sewing and also maybe matching patterns for plaid fabrics.
It is humanly impossible to perform different skills with equal level of efficiency and consistency in different activities.
 Training to make Multi-skill
Training to make Multi-skill
When it is necessary to teach multiple operations such as in team working, then theoretically there is no limit but the operator must be taught one operation (set of skills) at a time. However, the more you teach, the longer is the training time, more the training cost and lesser the performance.
Some of the experts suggest that one should not teach more than two simple operations or one complex operation at any time. Only when the operator is thoroughly competent with one set of skills, i.e. he/she achieves quality of 90 plus per cent on a consistent basis that the supervisor should be prepared to teach a 2nd operation as the original skills will be in his long-term memory. All that would be lost by changing the operation is speed, which can be picked up again.
As the operator learns and performs ‘multiple’ generic skills, he/she gradually becomes a ‘floating’ operator or ‘floater’ as commonly known.

A floater has a significantly less ‘rating’ than any specialized ‘single-skill’ operator; so the more operations an operator does, the more his performance drops. You need to teach an operator only those operations that he/she is required to perform and these should be limited to an absolute minimum. In this scenario, one cannot set any benchmark as there are too many variables like:
- Ability of operator
- How good is training system
- The number of operations necessary for the operator to do
- How similar (or diverse) are the skills
Some managers make rules such as, “Good at one operation, able to do a second job competently and can do a third, if necessary,” and accordingly put performance levels for them. However, these are usually arbitrary and without any factual or practical foundation. An effective and organized training system should have a recruit in the production line, dependent upon ability and complexity of operation within 4-6 days. If the person has to be taught two or more jobs then the time scale is expanded dramatically.
If you multi-skill only when there is a need, then the first requirement for a factory of any size is to balance the production.
Does the balance indicate there is sufficient work to ensure that an operator can work on one operation only? For example if a factory is making men’s jackets then there will always be a need for sleeve insertion.
Furthermore, if the daily production is 800 pieces and operators average 180 per day, then 4.5 workers are needed to meet the target. It can be argued that there is no need to multi-skill 4 operators as they will, short of a catastrophic section breakdown, always have work and only one need to do a second operation. This operator can, of course work full time on sleeves to cover absence as long as someone else is available for his second task. In practice it may be better to multi-skill two operators but either way the principle is that there is no need to retrain all five, at least three can be single skilled; the production balance has shown the extent of versatility needed.
Another case of reference is when sleeve insert using an overlock is immediately followed by side and sleeve seam. In this case most operators can be trained for a single operation only and a small number in both. Even when performing one operation, the dual skilled workers monitor production levels, and accordingly do one or both jobs as required. This situation should be relatively simple as both operations use the same machine and similar skills. How well this works, is of course dependent upon how good the supervisors and managers are at monitoring production, making decisions and utilizing operators.
Multi-skilling: Business Perspective
The key objective of any business is to make a profit and therefore in a market in which the customer restricts income, it is imperative that costs be controlled. Multi-skilling an employee involves training, and this should be considered an investment and not a cost despite the expenditure involved. If expenditure on training to multi-skill operators is considered to be an investment then it should be treated as such. The deciding questions should be:
- Why are we making the investment?
- What is the cost?
- What is the payback?
Do not invest or train an operator only because you think it is a good thing to do, or is dictated by company policy. Train him because you may have a requirement for his multi-skilling skills or he needs additional skills and knowledge to reach the required standards of performance!
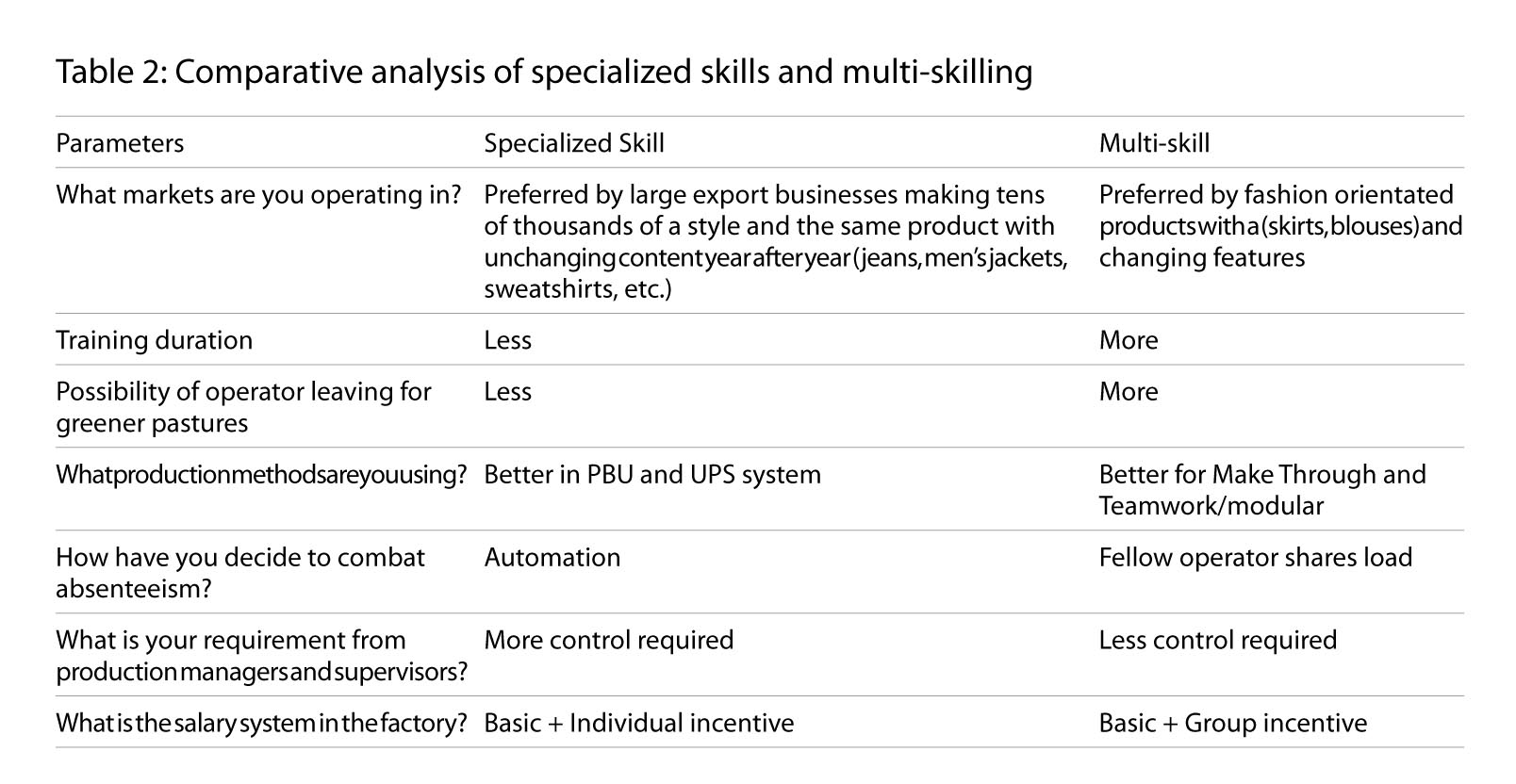
Therefore, to return to the question: Is it necessary to multi-skill the operators? The answer is YES if your business model requires it, and NO if you can manage without doing so!
Again in such a complex world as garment manufacturing, the real situation is not as straight forward. Some of the major considerations are shown in Table 2 above.
 Who should be Multi-skilled?
Who should be Multi-skilled?
If a decision has been made that an operator needs to be multi-skilled then the next question is on what operations?
Again, the line balance should be counterchecked. There are two options, train them in the next job in the production sequence or search for a job that utilizes similar skills as with the previous overlock example. The first option may involve training on two types of machines with vastly different handling skills but makes balancing easier as the operator can readily switch from operation to operation without moving along the section. This is of course absolutely crucial when modular manufacturing is being used. The second option certainly makes multi-skilling easier and quicker as fewer skills need to be taught.
The basis of systematic operator training is that an operation is not taught; operators are trained in the skills necessary to perform the operation.
The previously quoted sleeve insert operator can be deployed on closing armhole sleeve lining as the same type of machine (single needle post) and sewing skills (joining two curved fabric pieces) are required. Similarly, an operator attaching pockets to a blouse front would easily adapt to top-sewing cuffs or collars.
So far, the manager should have identified the need to multi-skill from operational requirements as identified from the Production Balance. The next consideration should be absence cover.
A partial solution to absenteeism is the intelligent use of those operators where the balance requires them to regularly perform two operations.
How Skilled do Floaters need to be?
The most common approach to defeating the effects of absenteeism is the use of “floater” or “joker” operators. These workers are also part of the multi-skill debate: How versatile does a floater need to be? The traditional approach is that the floater must be able to perform every operation.
However, learning all tasks is a long and time-consuming process and the floater, by constantly moving, will not work to any high performance level. If it is accepted that the key role of the floater is to cover absence, then the number required should be determined by the absence levels. For example, if a factory has an average absence level of 10%, then a floater will be needed to cover 10 workers (possibly 15 if dual operation workers are also available to assist). How many operations do these 15 people perform? Possibly only four or five! Therefore, the floater only needs to be competent in those operations and not all of those contained in the garment.
If the company policy is to cover absence by the use of multi-skilled operators only, i.e. not jokers, then managers need to consult the skills or operation matrix to be able to plan to ensure that there is sufficient number of workers available for each operation and that each operator is not expected to do too many tasks.
A further pressure to multi-skill sometimes comes from the operators themselves. Companies often, mistakenly, link salary grades to how many operations a worker can perform, or has previously worked on. Supervisors are then pressurized by the workers to give more training so as to facilitate progress through the grades and to boost the worker’s salary and not to multi-skill to meet operational requirements. Rewards should be linked to how well an operator performs on the jobs they are asked to perform and not on what they have done months before and are no longer capable of doing at a high performance level.
“If a skill is not used then it is lost,” so why pay for it!
A further twist on salary is when reward is linked to the number of operations an individual worker performs in a day. In this case the managers should watch for a surge in changing operations late in the day or when small quantities of an operation are done; both are indicators of the operator “working the system” to pressurize the supervisor.
[bleft]Multi-skilling an employee involves training, and this should be considered an investment and not a cost despite the expenditure involved. If expenditure on training to multi-skill operators is considered to be an investment then it should be treated as such.[/bleft]
Multi-skilling with Deskilling (Automation)
One very important parameter is the assumption that training always happens in flat bed single needle lockstitch machine with drop feed mechanism. However, things can be drastically different if the operator is trained in different machine types, i.e. training with deskilling devices…
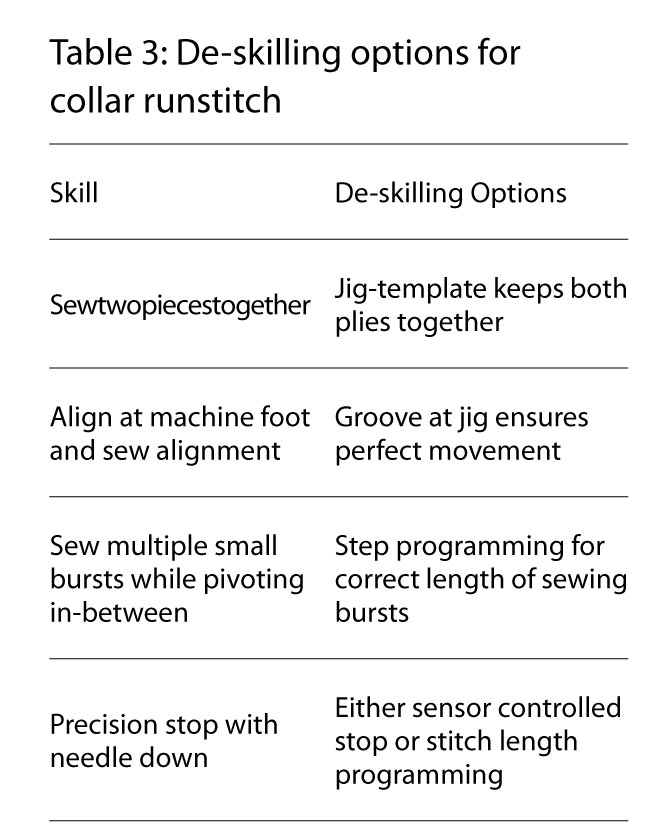
Taking the case of run-stitch operation on a collar, skill required by operator would be to sew two pieces together, align at machine foot, and sew multiple small bursts while pivoting in-between to finally precision stop with needle down. Considering the technology upgradation option for deskilling the above operator (see Table 3 on next page), the maximum operations can be deskilled up to a level negating the requirement to impart special skills to operators. Sewing a straight line seam, joining two plies can be difficult for any newcomer sitting on a single needle lockstitch machine. The reasons for discomfort are maintaining uniform speed while aligning fabric below needle point to give straight stitch. A sewing machine with highest speed limiting control and edge guide will enable even a novice to accomplish the operation comfortably and accurately.
There are many deskilling devices (folders and attachments) available for sewing. Joining two plies of fabric is a simpler operation and commonly known as superimposed seam, but when it comes to managing small margins and with the shapes which have built in contours (concave, convex, straight and their combinations), it is comparatively difficult operation to manoeuvre without any devices, attachment on work aid. Use of deskilling devices or work aids allow quick, accurate place, align and finally sew at higher speeds with less stops and starts.
Another such operation which commands skilled operators is Hemming. It is basically felling (folding) of fabric in combinations of upturns and downturns to close the ends or the raw edges of the fabric with or without lining. But in complex fabrics or operations of shorter length or curves, the skill required for getting consistency in hemming is immense and in the industry such operations are usually done by pre-creasing or by high-skilled operators manually.
Alternatively, one can also use ‘hemmers’ a device to pre-fold the fabric for feeding into the sewing parts.
Similarly, edge finishing by separate strip of fabric is not possible in one operation doing it manually. Edge binding in two steps also requires hours or months of practice and skill acquirement. However, use of a binder may deskill the operation substantially and a comparatively low skilled operator will be able to sew the same in one step with consistent quality.
Similarly, hemming sleeve of half sleeve shirt or hemming of jeans bottom in flatbed lockstitch machine requires skill of fabric manipulation in vertical space, finger dexterity for folding hem and apply ease. While the same operation when done in a cylinder bed machine with needle feed mechanism and feller attachment, a relatively raw skilled operator can do a reasonably good job.
Unfortunately, a standard operator training programme does not impart training to unskilled operators while deskilling work aids are already in place.
Like skill acquisition can’t be quantified, it is difficult to quantify the amount of time saving or money saving during multi-skilling through deskilling. But if an operator is trained to sew straight line with edge guide or tubular hemming in a cylinder bed machine from day one, then the training is more effective and addictive. If work aids, attachments and specialized machines actually deskill operations, then why are new operators not trained first in those machines? Thus the question still remains… Training an operator in a special machine would actually demand greater skill or lesser skill?
May be the operator will be the best person to answer!





